The outsole tooling for athletic shoe is the most complicated and most expensive piece of equipment required for production. The outsole tooling for footwear comes in many different styles and configurations. Shoe outsoles are made from many different types of rubber, plastic, foam, leather or fabric each requiring it’s own tooling requirements and manufacturing technology.
We are going to talk about the design requirements and tooling for the rubber, plastic and foam outsoles found in the modern athletic sports and casual shoes. The outsole design you select for your shoe design is critical to it’s comfort, performance and price. You will need to know about the equipment requirements and unit price for each type of outsole design.
It’s critical that you understand the Tooling and manufacturing requirements for each outsole type. If you are designing for Nike go ahead and design a complicated outsole with blow molded air bags, plastic injections etc…. The sky is the limit. $20,000 per size is no problem. If the production is a million pairs $150,000 for the tooling is no problem. However if you are start up strapped for cash, a cup sole unit is $1400 per size is more realistic.
Of course performance matters. You would never use Rubber cupsole for a running shoe or likewise a combat boot with the huge air bag is also a bad idea.
Basic Outsole Types: Rubber Cupsole, Cut and Buff EVA wedge sole, Combination Cut and Buff/Cupsole, Two piece EVA rubber sole, Vulcanized Rubber sole, Lightweight EVA Outsole, EVA Sole unit, Injection Molded EVA, Injection Molded plastic Sole unit, Blow Molded Air Bag Sole Unit.
Outsole Types
Air Bag Midsole
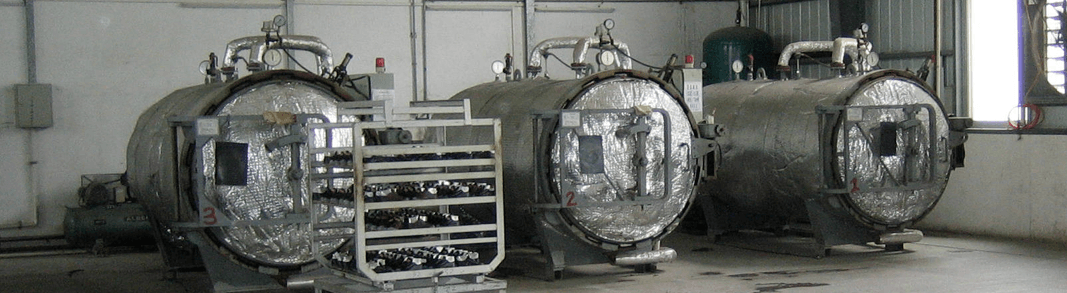
The air bag midsole is made by the blow molding process. The midsole starts out as hot semi-liquid plastic extrusion tube (called a parison). A steel mold clamps around the tube and the air is injected inside to fill the bag and inflates the shape to fill the mold. The tooling and machines are very expensize. The plastic can be tinted and the bag top and bottom surfaces can be painted. In this case the air bag is attached to an EVA tray that is then bonded to the shoe outsole by cold cement process. The type of sole unit is great for running and cross training. The air bag does look cool but due to the blow molding process the plastic walls of the bag can be a little thick. This sole unit requires an EVA Compression mold, Rubber compression mold and blow molds. TOOLING:$$$$ UNITPRICE:$$$$
Compression Molded EVA or CMEVA
The standard two part sole is made with light weight CM EVA midsole, bonded to a rubber outsole. The EVA foam is expanded into blocks then cut down to fit into a mold. The mold is heated causing the EVA to re-expand and fill the compression mold. The density and durometer is set by how much foam is compressed into the mold and the formula of the foam. More foam is harder and gives the sole design more definition. Midsole is bonded to the rubber in the stock fitting room before the unit meets the upper in assembly. This sole unit requires an EVA compression mold and a rubber compression mold. TOOLING:$$ UNIT PRICE:$$
How to Pick Shoe Materials
Start with In-depth reviews of material types available in modern shoemaking. Learn the Technical details of shoe material specification. 195 pages or 300 color photos.
Learn more
on sale $39.99
Injected Midsole
Many firms have been experimenting with foamless injection molded midsoles. The shoe has a stiff moderating plate under the heel to keep the shoe stable. The Midsole structure is likely made of Nylon or TPU plastic. The rubber tread is attached by stock fitting. This sole unit requires an EVA Compression mold for the midsole hidden inside, Rubber compression mold for the tread and Injection molds for the midsole component. TOOLING:$$$$ UNITPRICE:$$$$
Injection EVA Midsole
This running shoe uses an injection molded EVA midsole with rubber inserts. The Injected midsole has a thicker, smoother skin than compression molded EVA midsole. The Injected EVA midsole has a more uniform density and better detail definition than the compression molded EVA. This unit is very light, very flexible but will wear quickly. The Injection molded tooling has a high production rate but the molds are over $3,000 per sizes and requires an expensive machine. The compression EVA tooling is half the price and can be made in the most basic pressing room. This sole unit requires an EVA injection mold and rubber compression mold. TOOLING:$$$ UNIT PRICE:$$
The EVA Wedge
This classic Die Cut EVA wedge midsole is bonded to a compression molded rubber bottom. The top wedge shape of the EVA is cut by pressing the EVA with a profile roller while a blade splits off the bottom layers. The white layer is buffed and bonded to the rubber bottom. All three parts are them buffed to create the angled side wall. Labor intensive but required very little tooling. In fact one bottom tool can be trimmed to make 4 to 6 sizes. This New Balance shoe requires a rubber compression tool. TOOLING:$ UNIT PRICE:$
Poured PU Midsole
The shoe is made by PU foam direct attach. In this process the Upper is clamped into the top of a mold. The mold is filled in two shots, first the sole is molded, once the bottom cools in a few minutes a second shot of light weight PU will fill the space between the Upper and bottom. The PU fuses directly to the upper. This sole requires a 2 part PU rubber injection mold AND a million dollar machine. TOOLING:$$$ UNIT PRICE:$
Classic Rubber Cupsole
This classic cup shoe with a one piece rubber cupsole. The white side wall and black rubber are molded together in one operation. The mold has a middle plate allowing the to parts to be formed separately, before the rubber is fully cured the middle plate is removed the rubber colors can fuse together without a messy seam. The side logo is painted after molding. Inside you will find a die-cut piece of EVA foam. The stitch groove is an under cut in the mold but the stretchable rubber is easily removed after molding. The channel stitching is done after assembly. This requires only a rubber compression mold.
TOOLING:$ UNIT PRICE:$
The cup sole mold can be made with no foam filler inside. The cheapest shoes may have rubber egg crate filler.
PU poured Air
This classic air bag shoe midsole is made by over molding PU but in this case the air bag is clipped in heel and exposed. The window is where the clamps hold the bag in place and they stop the PU from covering the bag. The rubber sole is made by compression, the top of the black part is molds parting line. The Yellow part with specs is the same PU part holding the air bag but this area is masked off and painted. After the PU parts are cleaned and painted , they are bonded to the rubber parts by the stock fitting line. The toe channel stitching is done after assembly. This outsole requires a rubber compression tool, Air bag mold and PU midsole mold. TOOLING:$$ UNIT PRICE:$$
This indoor soccer shoe is a combination cupsole and cut and buff. The rubber is pressed then the EVA wedge is cement in place. The EVA is then buffed down to match the rubber side wall. This construction is more flexible and lighter than a standard rubber cupsole. This outsole requires a rubber compression mold.
TOOLING:$$ UNIT PRICE:$$
Classic Vulcanized Outsole
This outsole is standard vulcanized shoe construction. This is how Vans makes it’s shoes, and how the Converse All Star is made. The sole bottom is bonded to the upper, then striped rubber foxing tape wraps them both. After this assembly operation is done the entire shoe is cooked to cure the rubber making the bonds permanent. See Vulcanized VS Cold Cement This outsole requires a rubber compression mold for the bottom and a specialized vulcanize production factory. TOOLING:$ UNIT PRICE:$
Injection Molded Outsole
This soccer cleat outsole is made by injection molding process. Cleated shoes for soccer, football and baseball require stiff supportive bottoms with heavy cleats. Cleated shoes are made by the cold cement process. The Sole unit may be sewn to the upper after the cementing operation. This outsole requires a plastic injection mold. Complicated designs with several colors require an expensive mold, Simple designs require a less expensive tooling. Cleats with metal spikes or inserts require over molding processes. This type injection tooling requires a specialized injection molding factory. TOOLING:$$-$$$$ UNIT PRICE:$ to $$$$
New Course How to Select Shoe Materials
14 Shoe material lessons.
Over 4 1/2 hours of video instruction.
In-depth study of leather, textiles, synthetics and plastics.
Material Design Guide Text Book included.
When shoes are made overseas they need to be transported to their final market. Transportation is the act of moving it, but today I want to talk about importing shoes and import duty. We wish it was so easy just to put the shoes on a boat and sail them here! so easy! right? Nope.
A standard Shipping Container
Once your shoe production run is finished the shoes are placed into an ocean freight container. You have seen these giant boxes. They are exactly the size of a 40 foot trailer on a semi truck. The standard size is 40 feet by 8 feet by 8 feet and holds about 5000 pairs. There is the half size 20 footer and the Extra Large 40 foot High Cube (about 1 foot taller than the standard 40. This is the standard shipping method FCL (full container load) vs. LCL less than container load or as loss freight. Try to avoid LCL as it’s more expensive and takes longer and merchandise is not protected as well as when sealed in a metal shipping container. Once your shoes are in the container they will be trucked to the freight harbor and delivered. This is handed by the Freight forwarder or the factories Freight forwarder. The Freight forwarder is the company that arranges shipping and handles the export and import documentation. They are responsible for passing the shipping documents to Customs officials of the exporting and importing countries. The forwarder contacts the shipping lines and schedules your container to meet the vessel traveling to your import harbor. Because ocean shipping from china to the USA takes 15 to 20 days the forwarder has time to get your import documents processed before your shipment lands.
Shoe import duty depends on the country of origin and the destination country. I’m going to talk about the import duty regulations for importing shoes from China to the USA. The rules to classify shoes are common while each importing country may have different duties.
Footwear Import Duty Regulation Course
Minimize Import Duty Charges and Avoid Costly Errors To avoid customs clearance delays and costly fees, footwear designers, developers, and brand managers must understand the import duty regulations for shoes.
For a shoe to be imported first it must be “Classified” this tells the US government what you want to import and tell you what the import duty is. A large shoe company will have an inhouse import specialist that will review the shoes and assign the classifications. It’s very important for you to know the duty classification as the duty must be added to your shoe price. We call this “landing” or the “Landed Price” This includes all the freight charges and the importing duty. A quick word about the shipping. This isn’t hard to hard calculate. The container rate, document fees and inland transport divided into the number of shoes in the container. For a full container load of 500 pairs in a 40 foot container the shipping from China to the West coast of the USA is around $.75 cents per pair..
Your shoes must be “Classified” according to the HTS or the USA “Harmonized Tariff Schedule” This is a huge book over 8 inches thick! But you can use the PDF HERE or look the search from the USA HTS web site. to classify your shoes. There are many sections for shoes, it’s complicated and can be a little daunting but I’m here to help. For the common shoes types there are only a few HTS codes you need to know. Now some the rules may seem a little nuts but that’s how it goes. Why do Snowboarding boots have ZERO duty? Because the Senator from Vermont knows Jake Burton and they figured it out.
https://vimeo.com/835921862
This online course will teach you the footwear classification rules, important HTS codes, and tariff regulations.
The Shoe Dog will tell you all about!
Once you shoe is classified you can assign it’s HTS code to the shipping documents so the US customs officials can send you the bill. Actually your freight forwarder will add this to your customs clearance invoice. The HTS is a 10 digit code – like this 6402.19.05.30
Shoe classification are based on material, function, gender, size, construction and it’s value. When reviewing a shoe you need to consider it’s majority material (over 51%). Is it natural leather? or made from R/P “Rubber plastic”. Leather shoes are 8.5% to 10% Duty (based on the FOB price). So a suede leather skate shoe would be 8.5%.
A High Duty Textile Shoe 20% +.90 Ouch!
The same design made from R/P or synthetic materials would be 20% +.90 cents if it’s price is less than USD $12.50! Or it’s more than $12.50 just 20%.
If you are a shoe designer, developer or Product manager need to know this stuff! Maybe adding $.05 cents to a shoe price can save you +.90 cents in duty.
As a shoe designer or Product manager you should sit down with your import classification specialist and get to know how this works in detail. When planning your product line designing duty efficient shoes can save your company big bucks and deliver less duty payments to the US government and more value to your customers!
Are you ready to supercharge your footwear career? With our exclusive All Access Pass, you’ll unlock the full potential of Shoemakers Academy’s online courses. Gain complete access to our extensive catalog. 125 shoemaking lessons and over 35 hours of expert video instruction from none other than “The Shoe Dog” himself. Grab the All Access Pass and fast-track your way to success in the dynamic world of footwear!
As a shoe designer or developer, you’re going to need some shoemaking tools to help you do your job. I have created a list of the common shoe designer tools that we use every day in our busy shoe design and development office. Some of these tools are specific to shoemaking, others are commonly found. In fact, almost all of these shoemaking tools can be found on Amazon.com.
Of course, you will need computers and drawing equipment but here is a list of the shoe designer tools that you might not commonly have but that you certainly need.
The Pantone color specification book is required for every shoe designer and developer. You will need to have a Pantone color book to communicate with the shoe factory and your customers exactly what color you want. The Pantone corporation color books are the industry standard for color matching. You will find that every shoe factory will have a Pantone book so it’s easy for you to reference a color. Without the Pantone book, it’s almost impossible to match colors correctly with your overseas factories. They are expensive, you can share one in your office. This is a must-have shoe designer’s tool. You can get these from Amazon.
A small steel ruler is very useful for measuring all the shoe parts. Make sure that the end of the ruler is cut off so it starts at zero so you can measure the inside of the shoe collar height by pushing the ruler into the bottom of the shoe.
A Leatherman multi-tool is a very useful piece of equipment with its blades for slicing open seams and its pliers for taking parts off. The serrated blade and saw blade are very useful for cutting sections out of sample shoes.
Shoemaking lasting pliers are also a very useful tool to have around. In the shoe factory, they are used to pull the edges of the material down on the last and then tack it down with a hammer part. As a developer, you will often use this tool to pull a shoe apart and see what’s inside.
A gram scale is a very useful tool in the creation of high-tech performance footwear. We quite often will have issues with subcomponents and measure each piece, part by part, to make sure that we’re making the lightest piece of footwear we can make.
We always have a flexible measuring tape on hand for measuring around shoe lasts and for measuring different shoe components. A flexible measuring tape is very useful for measuring feet and ankles.
A Durometer tester is used to test the hardness of any rubber or plastic shoe component. For testing shoe rubber and plastic you need a Shore scale “A” tester. The Durometer tester’s bottom measuring pin is simply pressed against the material. The Durometer tester will give you a reading of the density of the material. Try to test in flat spots and take several readings for each shoe part you are checking.
An Asker “C” scale Durometer tester is used to test the hardness of any foam shoe components. The Durometer tester will give you a reading of the density of the material. Try to test in flat spots, take several readings for each shoe part you are checking. For foam, try to cut the parts so you can test the center of the foam. EVA foam skin may give you a harder reading. A standard EVA midsole may be 55˚, a soft footbed 35˚.
A set of adjustable dividers is very useful in designing and developing footwear. We use the dividers to check critical measurements of lasts and different components that may be hard to reach. A pair of dividers is a very useful tool when comparing dimensions from one sample to another. For working on oversize boot lasts you will need a set.
A pair of dial calipers or digital calipers is also very useful in making shoes. We use calipers every day to measure the width of small shoe components.
A Brannock device. You’ve seen this tool in every shoe store. This is the standard for measuring feet. If you’re developing footwear, you must have a Brannok device in your office. When a tester says a shoe fits loose or tight, the first thing you need to do is measure their feet against the machine. Also, use your flexible measuring tape to measure feet.
An X-Acto knife is also an indispensable tool for cutting material swatches, for opening up shoes and cutting open seams. A very sharp hobby knife is a useful tool.
A 3-D printer can also be a very useful tool in the shoe development office. The 3-D printer can quickly create small plastic pieces that you might use for lace pulls or hardware. We have found the small 3-D printer is very practical and saves time and money. The new 3-D printers can also print with flexible plastic materials. With the larger machine, you can also print outsole components.
A micrometer is a very helpful tool to have in your shoe development office. We use this for checking the thickness of leather products or any synthetic material. We use a micrometer almost every day to confirm that the materials in the sample shoe match the product specification.
A profile gauge is nice to have around when you are checking lasts. It’s useful for checking complex curves quickly. While not a common tool, we use this when we are working up a new last or checking that a midsole is following the last bottom curve correctly.
In this article, we will discuss the difference between vulcanized shoe construction and cold cement shoe construction. Vulcanized shoe construction is a much older technology. In the 1980s, modern cold cement construction replaced vulcanized construction. However, fashions change and the vulcanized shoe made a huge comeback in 2010.
Cold cement construction allows the use of modern lightweight plastic, foam, and mesh materials due to the lower temperatures required for bonding. Every modern high-performance athletic shoe for running, basketball, etc… is made by the cold cement process. This is how Nike makes shoes. The vulcanized shoe construction process is the classic way to make a sneaker. This is how Converse All-Stars and Vans skate shoes are made. Due to the high temperature required to vulcanize, or cook the rubber outsole, the material options are limited. Canvas and suede leather are common.
https://www.youtube.com/watch?v=lZwW86sYnlQ
The Shoe Dog would like to tell you about how vulcanized shoes are made. Have a look!
The Shoe Dog would like to tell you about the difference between vulcanized construction and cold cement process.
https://www.youtube.com/watch?v=XpGKmKqcjPg
Cold Cement Shoe Assembly Process:
In the cold cement process, the shoe upper can be paired with a Strobel bottom. For this classic jogger style, the outsole covers the edge of the upper so a Strobel bottom will make the shoe lighter and more flexible.
The upper is steamed to soften the materials and the last is inserted and pulled tight. Once the last is tight inside the upper, a second lasting machine pulls the heel edge. With the last secured inside the upper, temporary shoelaces are pulled tight and the upper is cooled so it shrinks to the last.
The shoe may have a plastic or fabric part installed on top of the tongue to protect the surface from damage and drift during the lasting operations.
While the upper is being lasted, the sole unit is being prepared. In this case, a rubber sheet sole is combined with an EVA foam cushioning component and cemented inside. This is done in a separate process that’s called stock fitting.
In this article, we will discuss the difference between vulcanized shoe construction and cold cement shoe construction. Vulcanized shoe construction is a much older technology. In the 1980s, modern cold cement construction replaced vulcanized construction. However, fashions change and the vulcanized shoe made a huge comeback in 2010.
Cold cement construction allows the use of modern lightweight plastic, foam, and mesh materials due to the lower temperatures required for bonding. Every modern high-performance athletic shoe for running, basketball, etc… is made by the cold cement process. This is how Nike makes shoes. The vulcanized shoe construction process is the classic way to make a sneaker. This is how Converse All-Stars and Vans skate shoes are made. Due to the high temperature required to vulcanize, or cook the rubber outsole, the material options are limited. Canvas and suede leather are common.
Learn about the Shoe Business
Aspiring shoemakers start here! How Shoes are Made is your entry into the world of modern shoe making. Tour a real shoe factory and learn the process from design to manufacturing.
Learn more
Download $19.99
Shoe Sole Cementing
Now that the upper is tightly lasted and the outside unit is complete, the two pieces can come together. The rubber sole unit will receive a coating of primer and cement. The outsole will get its own special primer designed for EVA and rubber. The shoe upper is also prepared with its own special primer and cement.
After the contact cement and primer have dried in the heating tunnels, the two pieces are joined together by hand. A skilled worker aligns the upper and outsole together, then places the shoe in a hydraulic press.
The shoe will go through three pressing operations, usually, they are all done with one machine. A vertical press, toe and heel press, and side press. This ensures there is full contact between the upper and outsole. Once the shoe is pressed together it’s often put in the cooling tunnel to set the glue.
After the cooling tunnel a shoe de-lasting machine is used to push the last out of the shoe without wrinkling the upper.
Now the sneaker is complete and the worker can insert the footbed. The footbed may be molded EVA with a fabric cover or flat, sheet-cut foam. The flat, die-cut footbed is usually cemented inside the shoe, while molded footbeds are most often removable.
The new sneaker is ready for the final QC inspection, a quick check for any loose threads, cleaning, packing, and shipping.
Vulcanized Shoe Construction:
The classic Converse Double Wrap Sneaker
For vulcanized footwear construction we’ll look at the board lasting procedure. If a shoe is to be vulcanized then you need to use a metal last. A plastic last cannot survive the heating required to cure the rubber.
Before assembly can start, all of the outsole components must be prepared. The uncured rubber foxing tape must be made just before assembly. If the rubber parts age, they will not bond correctly to the other shoe parts. To apply the foxing tape we will need the actual bottom of the shoe. This part has already been molded, it’s about 90% vulcanized so it’s still a little bit soft and can be bonded in the assembly process.
This part will also have the midsole filler added. The filler material is gray rubber with some air bubbles blown inside, it’s made from recycled uncured foxing tape. With vulcanized construction, you cannot use EVA foam because the heat of the vulcanizing process will destroy the foam.
New Course! Shoemaking for Designers & Brand Builders
Created for footwear beginners and career changers alike, this course delivers the basic shoemaking knowledge you need to get you career in the shoe trades started.
Learn more
On sale $99
Board Lasting Operations
In vulcanized construction, the last must be aluminum to survive the oven temperature. Metal lasts also heat up and cool down quickly. The first step is to lightly cement the lasting board to the bottom of the last, just enough to hold it in place during the lasting operation. The lasting board is a paper fiberboard that provides stiffness to the finished shoe.
Lasting boards are made from different materials and can be stiff or flexible, thin, or thick. Now, the last and upper are taken to the lasting machine. The toe lasting machine pulls the upper down onto the last and securely bonds the two parts together in one operation. Once the shoe heel and waist of the shoe are lasted, the upper is ready for the outsole.
The first step of the vulcanized outsole assembly process is similar to the cold cement process. The upper and the rubber sole parts all receive their coating of primer and cement. Now, the rubber bottom with the cushioning wedge is bonded together with the upper.
The foxing tape covers the rubber outsole part and overlaps up onto the upper. The foxing tape must cover 5mm of the upper to have a solid bond. The shoe can now have the extra toe tape added, then a rear logo will be applied to cover the joining seam.
With the tape applied, it is time to rip off any extra rubber using a hot knife and to make sure there are not any gaps. The sole will get a quick pressing to make sure the parts are fitting correctly.
The Vulcanizing Oven
With the last still inside, the shoe is placed on a steel rack so it can be wheeled onto the oven. The shoe will be “cooked” in the vulcanizing oven for several hours. The shoe is heated long enough for the uncured foxing tape and the sole unit to fuse together.
After cooling, the shoe last is removed, the footbed is inserted, and the laces are attached.
The shoes are now ready for final inspection, cleaning, and packing.
Shoe Business Builder Pro Pack Bundle
A must-have for anyone serious about launching a footwear company. 4 text books, shoe business documents and downloadable content not available anywhere else! The Shoe Company Start-Up Pro Pack bundle is all you need to get your shoe business off the ground.
Learn more
Download Today
What is inside your shoes? A quick lesson on shoe reinforcements
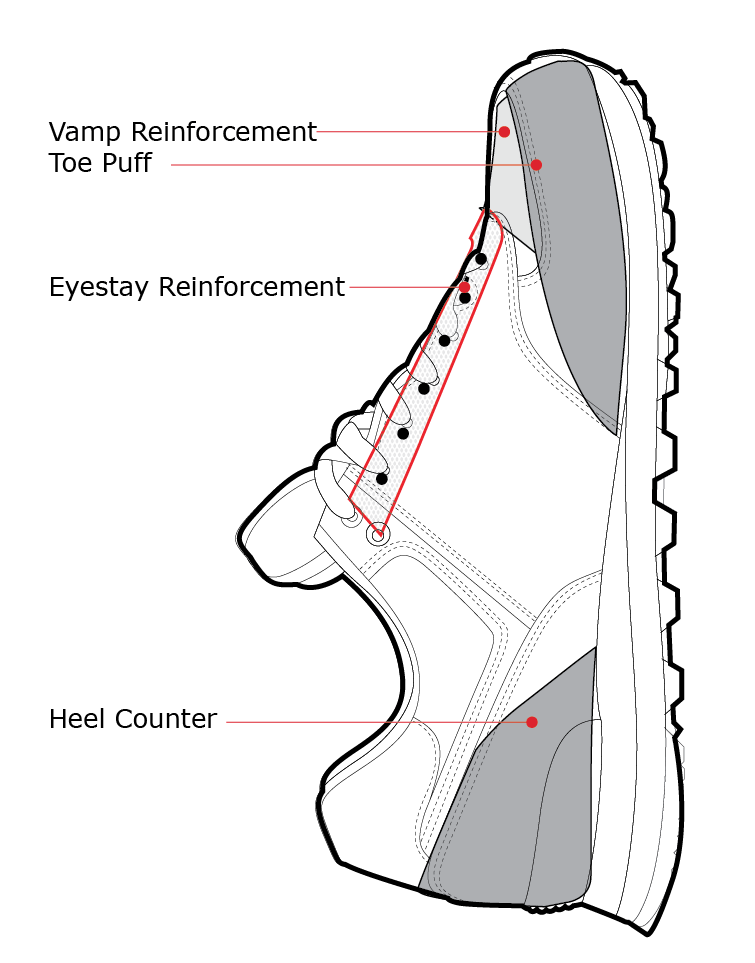
All the hidden parts inside your shoes that you cannot see are critically important to the look and function of the shoe. The most common shoe reinforcements are the toe counter (or puff), vamp reinforcement, heel counter, and eyestay reinforcement.
The stiffness or softness of these shoe reinforcement parts will determine if your shoe is a pliable, comfortable dress shoe or a trail-ready hiking boot.
Toe Puff
The toe counter or toe puff can be made of a non-woven polyester fabric saturated with a heat formable plastic. The material is die-cut from flat sheets to fit the shoe pattern and layered inside the shoe between the lining and the outer material. This material often has a heat activated cement on the surface.
When the shoe upper is processed, during stitching and before the Strobel bottom is sewn on, the toe counter is heat formed. The front of the shoe is placed in a heater for a few minutes then the upper is clamped into a cooling fixture with a shaped metal form to set the toe shape.
Heel Counter
The heel counter can be made by the same process and with similar but thicker materials that come in many different grades. The materials made by Texon and TecnoGi contain heat-moldable Surlyn plastic. For a better fit, a shoe factory may use a 3D injected plastic part instead of the sheet cut goods. For less expensive shoes, a material called chemi-sheet can be used. Chemi-sheet is a solvent activated material, it is functional but can crack. It is cheaper but not as good as the Surlyn plastic heel counters.
The eyestay reinforcing material is called Super-Tuff. Super-Tuff is often found reinforcing punched hole eyelets or riveted eyelets on shoes. This material is a thin, non-woven laminated fabric that can be cut but is very difficult to tear. The name says it all!
Vamp Reinforcement
The vamp reinforcement is often a thin layer of polyester fabric with adhesive backing. Placed on the vamp area, this material will stop the wearer’s toe from stretching the material or even stop a toenail from wearing through.
For more information check out http://www.Texon.com and www.Tecnogi.com. Both make a wide range of reinforcement products for athletic and fashion shoes. Learn more about shoemaking and materials in our books How Shoes Are Made and the Shoe Materials Design Guide available in softcover or download editions so you can start reading today.
What is inside your shoes? A quick lesson on shoe reinforcements
All the hidden parts inside your shoes that you cannot see are critically important to the look and function of the shoe. The most common shoe reinforcements are the toe counter (or puff), vamp reinforcement, heel counter, and eyestay reinforcement.
The stiffness or softness of these shoe reinforcement parts will determine if your shoe is a pliable, comfortable dress shoe or a trail-ready hiking boot.
Toe Puff
The toe counter or toe puff can be made of a non-woven polyester fabric saturated with a heat formable plastic. The material is die-cut from flat sheets to fit the shoe pattern and layered inside the shoe between the lining and the outer material. This material often has a heat activated cement on the surface.
When the shoe upper is processed, during stitching and before the Strobel bottom is sewn on, the toe counter is heat formed. The front of the shoe is placed in a heater for a few minutes then the upper is clamped into a cooling fixture with a shaped metal form to set the toe shape.
The Ultimate Shoe Material Textbook
Start with an in-depth study of material types available for modern shoemaking. Learn the technical details of material specifications. 195 pages and 300 color photos.
Buy Now
on sale $39.99
Heel Counter
The heel counter can be made by the same process and with similar but thicker materials that come in many different grades. The materials made by Texon and TecnoGi contain heat-moldable Surlyn plastic. For a better fit, a shoe factory may use a 3D injected plastic part instead of the sheet cut goods. For less expensive shoes, a material called chemi-sheet can be used. Chemi-sheet is a solvent activated material, it is functional but can crack. It is cheaper but not as good as the Surlyn plastic heel counters.
The eyestay reinforcing material is called Super-Tuff. Super-Tuff is often found reinforcing punched hole eyelets or riveted eyelets on shoes. This material is a thin, non-woven laminated fabric that can be cut but is very difficult to tear. The name says it all!
Vamp Reinforcement
The vamp reinforcement is often a thin layer of polyester fabric with adhesive backing. Placed on the vamp area, this material will stop the wearer’s toe from stretching the material or even stop a toenail from wearing through.
For more information check out http://www.Texon.com and www.Tecnogi.com. Both make a wide range of reinforcement products for athletic and fashion shoes. Learn more about shoemaking and materials in our books How Shoes Are Made and the Shoe Materials Design Guide available in softcover or download editions so you can start reading today.
Shoemaking Material Kit
All the hard find parts for your DIY shoemaking project are here in one place. Lasting board, strobel material, lining mesh B&W, collar foam and all the reinforcing parts you need for one pair.
Learn more
On sale $39.99
New Online Course How to Select Shoe Materials
14 Shoe Material lessons. Over 4 hours of video instruction. In-depth study of leather, textiles, synthetics, and plastics for footwear. Material Design Guide Textbook included.
Course Details
enroll now $399
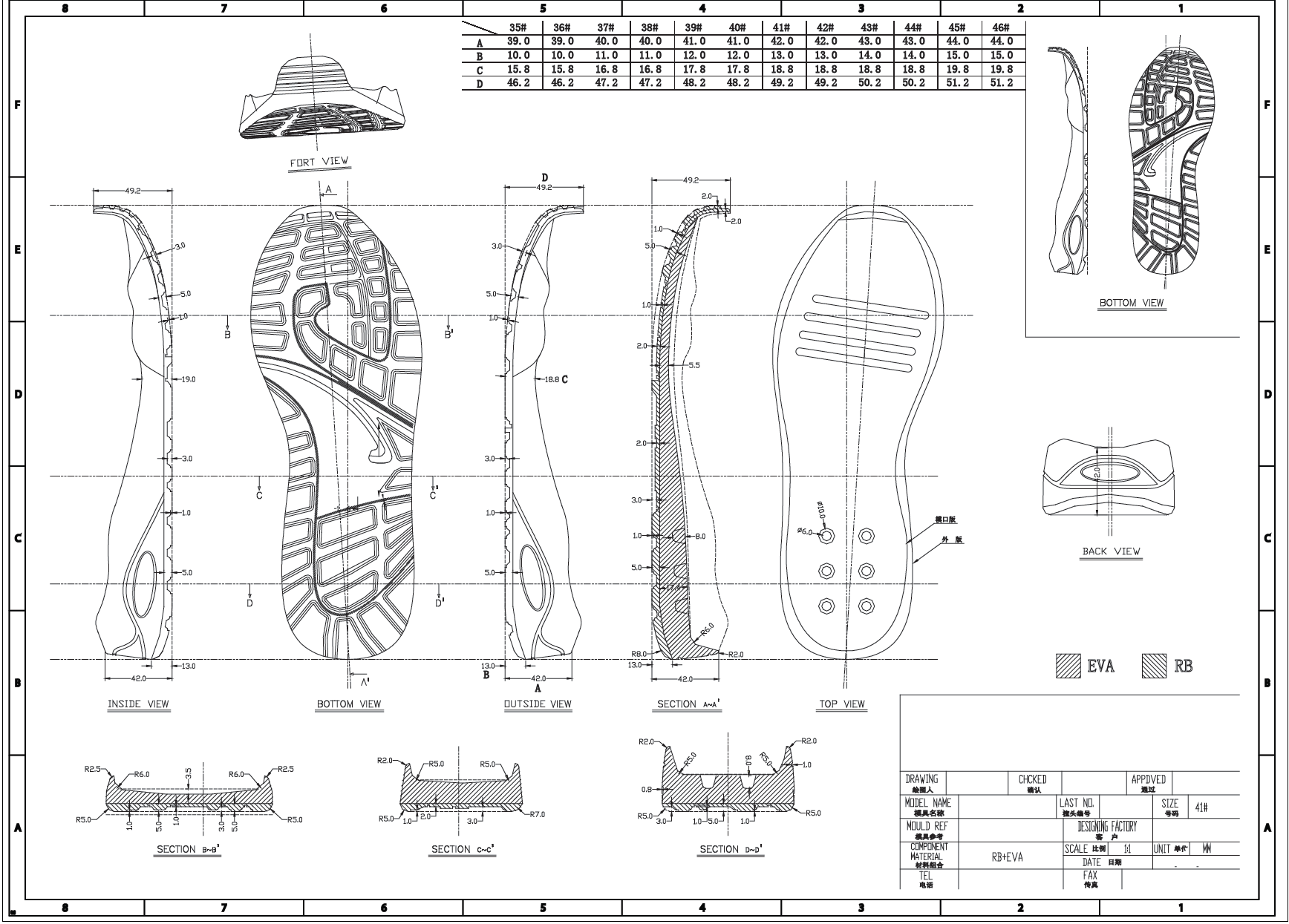
The shoe outsole blue print can be the most challenging element of the shoe to design. A complicated outsole design can take weeks to design and months to model and tool up. The shoe outsole must fit the shoe upper correctly to insure the shoe fits and can be assembled neatly, And of course all the outsole parts must fit together correctly. Not so simple. Many shoe technitions help bring your shoe sole to life.
The shoes Rubber sole, EVA midsole and uppers are each made by a different process and can even be made in a different factory across town. And this must be done right. A complete size run of 14 sizes of outsole/Midsole tools could be over $100,000.00 to construct.
The outsole blue print shows every detail of the construction. You can see the design details and the material notes.
Required Blue Print Views:
1. Shoe Medial side view
2. Sole Bottom view
3. Shoe Lateral side view
4. Outsole Cross section down the length
5. Sole unit Top view of the midsole
6. View of left side shoe (to confirm logos)
7. Toe view of sole
8. Heel view of outsole
9. Cross section at critical points to see shoe details
10. Texture notes or detailed cross sections
11. Shoe Sole Material specs
12. Revision block to show who made drawing changes
Can I get a job in the shoe world? Do you want a job at a shoe factory? Probably not. More likely you want a job at a company that designs, markets and sell shoes! You want to work for a brand like Nike, Adidas, Puma, Vans or DC shoes. You want to be a sneaker designer to a sneaker stitcher.
So, what kinds of jobs can you get and what do you need to know?
There are many shoe making jobs which do not require sitting in front of a sewing machine in Asia. I’m going to list a few of the common jobs you would find in a typical shoe development office.
Shoe Designers:
Someone has to draw the shoes. Depending on who you ask, this is the easiest part or the hardest. The shoe designer has to draw what people want on their feet. Hmm..
To be a shoe designer, art school would be a great help. There are many great design shools with ID, merchandising and fashion design. A degree in Industrial or Product design is a great place to start. But that said, if you can draw shoes like a bandit who needs higher education? The designers draw the shoes, then work with the developers to make the prototypes just right. Picking color trends and knowing what is cool are critical skills.
Shoe Developers:
Not a shoe designer but critical to getting the shoes made. It’s the shoe developers job to take a nice drawing and make it into a real shoe you can wear on your feet. The developer is the guy that writes the technical specifications, checks the blue prints, and communicates with the shoe factory.
The shoe developers job is to get the shoe made and keep the free thinking designers from making a beautiful shoe that is cruel to wear. Developers are the shoe prototype engineers and schedule keepers. To be a developer you may start as a designer, an intern or assistant. Be ready to travel!
Product Managers or Product Line Managers: The Footwear Product Manager or “PM” is the person that sets designer and developer in motion. It’s the PM’s job to figure out what to make. The PM will tell the designer what kind of shoe to make. PM’s responsibility is to work with the sales team and customers to find out what they need. The PM is also tasked with looking forward. What will people need next year? What color shoes will be trending? Experience in retail or sales is a big help. Designer and developers are often promoted to this position. A marketing degree will help.
Footwear Sample Coordinator:
A busy development office will have hundreds of shoes coming and going. The Sample Coordinator is the traffic cop that tracks where the shoes are. Are the samples still in China? When is the factory going to ship them? Does Fed-Ex need more paperwork to manage the import? The sample coordinator position is a great entry level position for learning the operations of shoe development.
Shoe Sales Representative and Sub Rep:
Selling shoes is great way to get involved. The sales force is exposed to many aspects of the shoe trade. An active sales rep can help shape the product line. On the front line selling the shoes, the salesmen know first hand what customers are looking for. A salesmen can get promoted into a Product Line Manager position.
Working at a shoe store:
Believe it or not, working in a shoe store is a great place to start for a high school or college student. Learn about shoes, meet the local sales reps and sit in with the buyers when they review the new shoe lines.
I have pulled together this Shoemaking Dictionary of Terms to teach you the shoe parts and trade terms you will need to know. You will need to know these terms if you want to learn about how shoes are made. This concise shoemaking dictionary will help you get started. These shoemaking and footwear construction terms are important to all who want to study shoemaking. This is the same shoe parts glossary as found in the book “How Shoes are Made”.
Action Leather Suede cow leather that is covered with a thin coating of Polyurethane. The coating can be any color and can be embossed with a roller. The final product is generally a solid color leather looking product. This material is still classified as leather for import duty. Almost all white sneakers are made with action leather.
Aglet The Shoe Lace Aglet is that little plastic or metal on the end of the shoe lace.
Alcantara Microfiber Synthetic Leather. These high quality micro fiber suede materials can be expensive but they are great for use on shoes, gloves, linings and trim.
Amara Microfiber Synthetic Leather. These high quality micro fiber suede materials can be expensive but they are great for use on shoes, gloves, linings and trim.
Amortization or Amortize A factory customer and the factory agree to pay for shoe tooling piece by piece. The tooling is amortized ,but adding a small charge to each pair of shoes. For Example a $10,000 tooling bill make be payed by adding $.50 to the first 20,000 pairs sold.
Blow molding The blow molding process begins with melting down the plastic and forming it into a parison or in the case of injection and injection stretch blow moulding a preform. The parison is a tube-like piece of plastic with a hole in one end through which compressed air can pass.
The parison is then clamped into a mold and air is blown into it. The air pressure then pushes the plastic out to match the mold. Once the plastic has cooled and hardened the mold opens up and the part is ejected.
Shoe cement Bonding Margin The amount of space required to have a cement bond. If the rubber has only a 2mm bonding margin the outsole may peel off the outsole. A 12mm bonding margin would be better.
Rubber BR-9000
Butadiene (Polymer) Synthetic rubber made from petro chemicals Rubber SBR1502
Styrene-butadiene (Polymer) a common ingredient in synthetic rubber.
Brannock device. You’ve seen this tool in every shoe store. This is the standard for measuring feet. If you’re developing footwear, you must have a Brannock device in your office. When a tester says a shoe fits loose or tight the first thing you need to do is measure their feet against the machine. The Brannock device will give you the length and width measurements. Remember to measure both left and right Feet! Also use your flexible measuring tape to measure the ball girth.
Buff or Buffing To remove material by a sanding or roughing process. For example, EVA midsoles are buffed before assembly to help break the smooth surface for better adhesion to the upper. The shoe factory will use a metal or stone wheel.
Shoe Cement or Contact Cement
Shoe cement is usually solvent or water based PU contact cement. Each part is coated with the cement and allowed to dry. The surfaces are then pressed together. Pressing is critical for a good bond. The PU cement cures in minutes, but a full cure may take days.
Cement or Board Lasting A lasting process where the insole board (cardboard or Texon board) is inserted onto the last bottom and the lasting margin (excess) material of the upper is lasted/pulled) onto the board and cemented to the insole board. Shoes of this type are usually stiffer and heavier. A special machine is used pull the upper and cement in place.
Chemi-Sheet A non-woven reinforcement material that is impregnated with a chemical hardener that sets with application of heat or another chemical. Used commonly for heel counter reinforcement on really cheap shoes.
Chamude Microfiber Synthetic Leather. These high quality micro fiber suede materials can be expensive but they are great for use on shoes, gloves, linings and trim.
Cold Cement shoe making process Bonding process to attach the upper to the outsole that does not require the upper to be placed into an oven. The outsole unit made of rubber and EVA foam is completely cured. PU cement, Water massed of solvent based is used to attached the sole unit to the lasted upper. Cold cementing does require heating tunnels to dry the surface primer and cement. Typically the upper and outsole receive one layer of surface primer and two layers of shoe cement before they are fit together. Once the parts are fit together a hydraulic ram is used to press the parts, typically 3 operations from the top, sides them front to back.
Shoe Collar or Top Line The opening area of a shoe at the top.
Rubber sole Color Dam A color dam on a shoe bottom is a raised ridge and/or groove in a mold to stop the flow of rubber. A sneaker shoe bottom will have color dams dividing all the colors on the sole.
Colorway A color/material combination. A model of a shoe may have many colorways.
Compression set or Compression resistance For foam products in shoe manufacture we like to know how long foam will last if we build it into a footbed or shoe midsole. Simply put the compression set is how much a foam will bounce back after being compressed. Compression set is measured in a Percentage. A foam that resists compression could have a score of 4%, a foam that is badly damaged by impact may have a score of 45%.
Poor quality EVA will have a high compression set value. High quality PU foam will last forever with a very low compression set.
Containers or Shipping containers, Ocean containers The standard 40 foot long ocean container the size of a 40 foot trailer on a semi truck. The standard size is 40 feet by 8 feet by 8 feet and holds about 5000 pairs of shoes. There is the half size 20 footer and the Extra Large 40 foot High Cube (about 1 foot taller than the standard 40.
Corrected-grain leather Corrected-grain leather is any leather that has had an artificial grain applied to its surface. The hides used to create corrected leather do not meet the standards for use in creating vegetal-tanned or aniline leather. The imperfections are corrected or sanded off, and an artificial grain embossed into the surface and dressed with stain or dyes. Most corrected-grain leather is used to make pigmented leather as the solid pigment helps hide the corrections or imperfections. Corrected grain leathers can mainly be bought as two finish types semi-aniline and pigmented.
Cosmo
The Brand name of a common non-woven upper lining and reinforcement material. Used in all types of sneakers.
Cupsole or Cupsole unit A shoe outsole type made of one piece of rubber. Called a cup sole as the sole unit “cups” the upper. Inside the cup can be EVA foam for rubber ribs egg crate pattern.
Cut and Buff Midsole The cut and buff shoe midsole is the classic running shoe construction. The Nike Cortez and many New Balance classic use this assembly method. A cut and Buff misdole is made by cementing of profile cut EVA to a flat rubber midsole. The profile of the EVA makes the toe tip thinner and the heel thicker. Once the EVA is bonded to the rubber the parts are die CUT to the correct outline shape. The assemble is taken to and angled grinding stone to the have the side angle BUFFED.
Shoe parts Cutting Traditionally called ‘clicking’ or “clicker cutting) is simply the cutting of shoe materials. There is an art to cutting leather due to the nature of the materials’ grain. The cutting is made by a cutting die.
Shoe parts Cutting Dies Used to cut out shoe parts. These steel cutting dies look just like cookie cutters. Each die is coated with rust proof paint and marked with the shoe size and model number. Making a shoe requires hundreds of dies. One die for each part, for every size of a shoe.
Cutting interlock loss Interlock loss is the material lost when a big pattern part is cut. For example a classic one piece hiking boot pattern can’t fit closely on the hide. The material in-between the parts is lost.
Cutting loss Cutting loss is the material left over once the shoe parts are cut from a material. Depending on the material type the cutting loss can be between 2% to 15%. The cutting loss also depends on the size and shape of the parts being cut. Mech will have a low cutting loss, leather may be higher. It’s important to keep the cutting loss to a minimum as this loss will be added to the cost of the shoe. A skilled cutter will save the factory money!
Cutting Yield Sort of the reverse of the cutting loss but not exactly. A large shape cut from a small piece of material will be low yield. A small part cut form a big piece of material will be high yield. The larger the width of a material roll can increase the cutting yield.
Denier Denier is how thread weight is measured. 1 denier = 1 gram per 9000 meters of thread. Typical deniers are 110D for very light weight fabric, 420D to 600D are common in shoes, 1000D for boots & bags.
Design Brief The Shoe Design Brief contains all the critical information for the footwear designer. Information like, who is this shoe for? What sport is the shoe designed for? What price is planned for the finished item? For What country? A detailed design brief will contain much of the information the shoe designer will need to get started.
Designers or Shoe Designers Someone has to draw the shoes. Depending on who you ask, this is the easiest part or the hardest. The designer has to draw what people want on their feet. Hmm..
To be a shoe designer, art school would be a great help. A degree in Industrial or Product design is a great place to start. But that said, if you can really draw like a bandit who needs higher education? The designers draw the shoes, then work with the developers to make the prototypes just right. Picking color trends and knowing what is cool are critical skills.
Developers or Shoe Developers Not a shoe designer but critical to getting the shoes made. It’s the footwear developers job is to take a nice drawing and make it into a real shoe you can wear on your feet. The shoe developer is the guy that writes the technical specifications, checks the blue prints, and communicates with the shoe factory.
The shoe developers job is to get the shoe made and keep the free thinking designers from making a beautiful shoe that is cruel to wear. Footwear developers are the shoe prototype engineers and schedule keepers. To be a shoe developer you may start as a designer, an intern or assistant. Be ready to travel!
Die Cut EVA Midsole The die cut EVA midsole is simple way to add cushioning foam into the bottom of a shoe. The shoe sole will have a cavity molded into the rubber. A piece of die cut foam is simply glued into the cavity. The Die Cut EVA midsole can be flat or the EVA can be profile cut. This EVA is not visible from the outside of the shoe. It will be surrounded by the sole unit and it will be under the lasting board or stroble sock.
Die Cutting
Must shoe parts are made by die cutting. The cutting die looks just like a big cookie cutter, but this cookie cutter has a sharpened steel edge. Each shoe part will require it’s own cutting die.
Double lasting Double lasting is when a single shoe undergoes two lasting operations during assembly. The lasting operations maybe to pull a leather lining tight with no wrinkles or to pull a water proofing lining tight. The second lasting operation would be the shoe upper. Double lasting is often used to “hide” a molded foam midsole inside the shoe.
Durometer Durometer is the hardness of a material. You will need to specify the durometer of all the shoes rubber, foam and plastic parts. You will need a 2 different durometer testers. Asker “C” is the EVA standard. 25 “C” is very soft, 55 “C” is a standard midsole 85 “C” like wood. For rubber plastic you will need a Shore “A” tester. For a rubber outsole Shore “A” 55 is good for rubber. Above 60 your rubber will be stiff, heavy and slippery. The durometer scale was defined by Albert Ferdinand Shore, who developed a measurement device to measure Shore hardness in the 1920s.
Egg Crate Rubber Midsole The Egg crate pattern of square or diamond shape walls may fill the heel of a solid rubber boot sole. They save weight but allow for sturdy sole unit. Egg crate may also be used to replace foam inside the midsole of an inexpensive shoe. Egg crate may also be used to level the inside surface of a rubber outsole to allow sheet cut midsole to fit properly.
EVA or CM EVA foam
Compression Molded EVA or Ethylene vinyl acetate. A foamed midsole material that offers good cushioning and compression set. Nike likes to call theirs “Phylon” but it is the same stuff whatever you call it. The most common foam for shoe midsoles. easy for for by cutting, molding, injecting. It’s light and durable. EVA can be made in many grades depending on the compound. More or less filler, more or less vinyl acetate in the mix. can be made pillow soft or rock hard.
EVA Ethylene vinyl acetate is the copolymer of ethylene and vinyl acetate. The weight percent vinyl acetate usually varies from 10 to 40%, with the remainder being ethylene. The most common foam used for shoe cushioning. EVA can be hot pressed or cold pressed, can be made in any color, in a range of hardnesses. This material can also be made by injection. EVA is the most common midsole padding but is also used in shoe uppers.
Ex-Works Price Purchase Term
When you negotiate a shoe price you need be clear on where the finished shoe is to be delivered. Ex-Works means the Price does not include any shipping . The buyer would be responsible for collecting the product from the factory.
Eyelet
A hole through which you lace up a shoe.
Eyestay The part around the lace opening (throat of the shoe). Can feature webbings, eyelets, etc.
FOB Free On Board Purchase Term When you negotiate a shoe price you need be clear on where the finished shoe is to be delivered. In most cases the shoe price will be stated as FOB (the nearest freight harbor). In south China it would be FOB Yantian. So the seller is responsible for the inland trucking the goods to the the freight terminal. (see Ex-Works Price)
Footbed Footbed or insole is the foam padded mesh that your foot stands on. May be removable or may be cemented in. High end shoes will be molded EVA of PU foam. Low end shoes will be die cut EVA. Also called Sockliner.
Foxing tape On vulcanized shoes the Foxing Tape is the rubber band the makes the side wall of the shoe sole.
Full Grain leather Full-grain leather refers to hides that have not been sanded, buffed, or snuffed (as opposed to top-grain or corrected leather) to remove imperfections (or natural marks) on the surface of the hide. The grain remains allowing the fiber strength and durability. The grain also has breathability, resulting in less moisture from prolonged contact. Rather than wearing out, it will develop a patina over time. High quality leather furniture and footwear are often made from full-grain leather.
Girth The girth is the measurement around an object. When measuring a last you need to know the Ball Girth, Instep Girth and Heel Girth.
Glue allowance or Glue Line The standard glue allowance is 2mm. The outsole glue may be applied up to 2mm above the outs top edge. This allows a good bond – but too much can turn yellow later and not looks good.
Grade Grade is the quality of an item. A-Grade is good. B-Grade has flaws can be sold at a discount. C-Grade can’t be sole, must be destroyed or repaired if possible.
Grading or Size Grade Making different shoe sizes. The sample size or development size is usually Men’s 9 and Women’s 7. Once the sample is confirmed, extreme sizes are made size 5 and size 12. Then all the sizes are graded. The word is a noun and a verb. Can I see the size grade? or, the pattern master is grading the pattern. The pattern grade is now done by computer then checked by the pattern master.
Heel counter Internal or external, the heel counter is the pattern part that covers the heel of the shoe. The internal heel counter can be made of rubber (for vulcanized shoes), thermo plastic (for cold cement shoes), chemi-sheet (for really cheap shoes), or leather for dress shoes. Depending on the shoe type the counter can be thin and soft or stiff and sturdy.
Heel Notch At the back or shoe shoe’s top line, above the heel counter the shoe may have a dip in the center. This is the heel notch.
Heel Lift The heel lift of a shoe or shoe last is the dimension specified for the heel height above the ground. This is determined by the last if a shoe. A normal sport shoe will generally have a heel lift of 6 to 8mm above the ball of the foot. This is a standard ergonomic stance that will allow the shoe to have more cushioning under the heel. A causal shoe or sandal may have a lift of zero, then of course a high heel women’s shoe last can have a heel lift of 4 inches or more!
Heel stabilizer The shoe heel stabilizer is can be rubber, plastic or leather. The stabilizer is bonded to the upper and midsole on the outside of the shoe as a functional and style part. Very common on the classic cut and buff style midsole type.
Hi-Skin Microfiber Synthetic Leather. These high quality micro fiber suede materials can be expensive but they are great for use on shoes, gloves, linings and trim.
Insole Footbed or Insole is the foam padded mesh that your foot stands on. May be removable or may be cemented in. High end shoes will be molded EVA of PU foam – Low end shoes will be die cut EVA.
Insole Board Insole Board A paper based board used to provide structure inside a shoe. For example, a stiff hiking boot will have a thick plastic lasting board. Also called Sockliner
ISNR 20 (TSR 20) ISNR 20 (TSAR 20) is general purpose rubber graded by precise technical standards and not by visual characteristics. Some standards may vary marginally based on the origin. Technically Specified Rubber (TSAR) is used for making tires, tubes, rubber mats, cushion gum stock, raincoat proofings, micro-cellular sheet for upholstery and packing, conveyor belts, footwear and various other rubber products.
Lace Loop Usually made of Nylon webbing. A very common way to attached laces also called a ghilly loop. This style can be sewn under the eye stay to make a hidden lace loop
Last The Shoe last is the foot form that is used to set the shape shoes. The shoe last can be made of plastic, Metal or wood.
Last gauge The pattern shape of the last bottom. This will usually be a paper card.
Lasting Lasting is the operation that stretches the shoe upper over the foot form or last. Almost all shoe are lasted in some way. With the last inside the upper the outsole can be bonded and pressed into place. Once the outsole is bonded the shoe can be De-lasted. There are several types of lasting operations. Slip lasting, board lasting, toe lasting, waist lasting, heel lasting, string lasting, California lasting and hand lasting.
Lasting board A fabric or paper board sheet used to make the bottom of the shoe upper.
Lasting margin The upper material part that when lasted folds over the edge of the last onto the bottom, overlapping the insole board. A lasting margin may be 15 to 20 mm wide.
Lasting Pressure The lasting pressure is amount of tension required to stretch the upper on the the last form. To much lasting pressure can damage, rip or wrinkle the upper. Too little lasting pressure will result is a soft ill formed, baggy upper. It’s upper to the pattern master to get this right, it’s a skill as different materials will require different patterns and amounts of lasting pressure to look right.
Lateral Side The lateral side is the out side or the non-arched side of the shoe. The inside outside is the shoe.
Letter of Credit LC term of payment A letter of credit is a promise between businesses to pay. The buyers and sellers contract banks issue letters of credit as a way to ensure that sellers get paid as long as they do what they’ve agreed to do. The LC is common in international trade even though its more expensive to transact than a T/T, as it guarantees that a payment will be made if certain conditions are met.
Linings of a shoe 1. Quarter Lining horseshoe shape around back part of shoe
2. Vamp Lining inside upper of forepart and toe of shoe
3. Sock Lining covering all OR part of the top surface of the insole.
LOP or Labor Overhead and Profit LOP is a critical part of the shoe factories price for a shoe. The factory will add up all the material costs then add the Labor Rate , Overhead and Profit required. The LOP for a shoe can be 30% of the total cost of a shoe. Just a few dollars for a simple skate shoe up to $10 or $15 for a snowboarding boot. Some factories will add a percentage on to the material cost to account for the LOP. Other factories carefully calculate each component.
The Shoe Master Carton
The Master Carton or Case pack for Production shoes is usually a 10 or 12 pack depending on the size of the shoe and shoe inner box. In the master carton the Inner boxes will be arrange so the warehouse worker can see shoe box end labels for size and color information.
Medial Side The medial side is the inside or arched side of the shoe. The outside is the lateral.
Midsole The component of a shoe between the upper and outsole used to provide cushioning, fit, comfort and support. Will be made of EVA or PU foam.
MOQ Minimum order quantity Shoe factories and material makers ofter have an MOQ. Based on dye lot size or machine operation. For example, a special mesh may require machine set up so the MOQ may be 500 meters. To dye a stock material may make the MOQ 50 meters.
For Suede shoe leather the small Dye drum load is 1000 Sq. Feet of leather. A basic shoe will use 2 feet of leather so a factory may request a minimum order of 500 pairs.
MTO or Made to Order or Make to Order
Made to order or MTO is a special production run of shoes. The MTO shoes can be for a specific shoe store or international distributor. Usually a special color or material treatment. The MTO product manager will work closely with sales managers, Product line managers, sales reps and Designers to create new products. MTO projects can be brought to market quickly as there is no selling or booking period required. Once the design is confirmed the order can be placed to the factory.
The Shoe Part Mudguard The Muguard is the shoe pattern part along the forward part of the shoe alone the edge of the outsole.
Shoe Parts the Mustache The Mustache is the shoe part attached to the shoe above the heel counter part. The classic sneaker will have a Mustache
NBS NBS is a rating system for rubber wear. A typical ratting would be 400, 800 or 1200 NBS
NR
Natural Rubber (NR) is produced from latex obtained from rubber trees in plantations. The most important forms in which NR is processed are the following Sheets, Crepes, Block Rubber and Preserved Latex Concentrates.
Nu-Buck leather
This is the top, full grain layer of the hide, but the outer surface has been “brushed” away leaving a very soft nape suede like surface.
Nu-buck is top-grain cattle hide leather that has been sanded or buffed on the grain side, or outside, to give a slight nap of short protein fibers, producing a velvet-like surface.
Ortho-Lite Ortho-lite is brand name for a crystallized PU foam footbed. Lite, Flexible and comfortable. This footbed came be found in High end running shoes.
Outsole or sole unit
The bottom component of a shoe that provides grip and traction. The outsole is commonly rubber, but can be high density PU or EVA foam. Dress shoes may have leather bottoms.
Outsole Channel stitch The shoe outsole will have a small groove or two molded into the rubber sidewall. After the shoe is assembled a heavy duty stitching machine with a special bent arm is used to stitch a heavy thread through the rubber sole and the upper of the shoe. This channel stitch is often used on the toe tip of joggers, the side wall of skate shoe and the bottoms of boat shoes.
Overlay An upper part which is over another part. The Nike Swoosh logo is what I would call and Overlay part.
Padding Refers to foam or other material usually inside the collar or tongue to add thickness/cushioning and improve fit. Usually this will be polyurethane, latex, EVA or PE foam.
Pantone colors & Pantone Chips & Pantone Books Pantone Inc. is a corporation headquartered in Carlstadt, New Jersey. The company is best known for its Pantone Matching System (PMS), a proprietary color space used in a variety of industries, primarily printing, though sometimes in the manufacture of colored paint, fabric, and plastics. It’s the only way to make sure your colors match.
Parting line or outsole parting-plane The line in an outsole mold is made by the closing edges of the tooling. The tooling is split at the parting line. A mold may have one or 2 parting planes. Extra rubber may spread out of the parting line, this will be need to be trimmed off. A narrow tight parting line or parting plane is a sign of quality tooling.
Pattern The design of the shoe’s cut parts. Just like clothing. The shoe pattern is fitted to the last. Designer and developers often make pattern corrections when creating a new shoe.
Pattern cutting Sectional patterns are produced for the uppers, linings, insoles, heels, soles, stiffeners, backers and toe puffs. The lasting allowance is added. The materials used in making the shoes are cut from these working patterns.
Pattern maker or Pattern Master The master technician that transforms the 2D drawing into a 3D pattern that fits the specified last. The designer draws the shoe the Pattern Maker makes it into a real shoe. A good pattern mark can improve your designs. A rookie pattern maker can really make a mess of your design!
Pattern Springing To “Spring” a shoe pattern is to transform the flat 2D shape in a pattern that can be pulled over a shoe last to make the 3D shape with no wrinkles that fits the last tightly.
Primer Primer is a cleaning product, solvent or water based, used to prepare surfaces for bonding. The primer clears away any oil or mold released from parts which is critical for a good cement bond.
During a cementing operation both surfaces to be bonded will be primed before the cement is applied. Between each application the shoe parts pass through a heat tunnel to quickly dry the primer. The Primer must be matched to the material type. Rubber, EVA and leather each require a different primer.
Product Managers or Product Line Managers
The Product Manager or “PM” is the person that sets designer and developer in motion. It’s the PM’s job to figure out what to make. The PM will tell the designer what kind of shoe to make. PM’s responsibility is to work with the sales team and customers to find out what they need. The PM is also tasked with looking forward. What will people need next year? What color shoes will be trending? Experience in retail or sales is a big help. Designer and developers are often promoted to this position. A marketing degree will help.
PU or Poly-Urethane. Poly-Urethane is Synthetic (plastic) material with minute bubbles or cells and a skin like surface. Used for upper materials, and in a different form for midsoles or padding foam. PU (upper material
PU
PU(short for polyurethane) upper materials usually use a thin layer of PU foam with a non-woven or fabric backing for reinforcement and strength. PU can come in thousands of different colors and textures.
PU Foam Common padding inside shoe tongues and collars. Open cells allow air and water to enter. Can be very soft. Know and KFF or K360 foam PU leather
Polyurethane plastic coating on top of a synthetic backing. This is a very common material for any modern performance athletic shoe.
PU leather a man-made material often a composite made of two layers. A backing layer made of woven or non-woven polyester fibers combined with an external surface by “dry” lamination process or by liquid “wet” processes.
PU midsole foam
Another formulation of the Poly-Urethane material. In this case, foamed or blown into closed molds. Used for midsole, footbeds and some upper cushioning parts. Can be heavier than EVA but is more elastic and bendable. Heavy duty hiking shoes and work boots may have PU midsoles.
PU Nu-Buc A man-made material a composite made of two layers. A backing layer made of woven or non-woven polyester fibers combined with an external surface by “dry” lamination process. The Top PU surface is slightly brushed to make a smooth matte finish. This is very common shoe material.
Pullover A prototype sample shoe upper for checking pattern and fit. When a shoe is made the first thing you will see is a pullover with no outsole and usually made without logos or art. The pullover will not be made with color correct materials, it will be made with an over stock color. During the development shapes you may made several pull overs to get the pattern correct. You will also see pullovers made of each size during the pre-production phase. The pullover will also be sent to the outsole factory to insure the shoe bottom will fit correctly.
PVC leather A man-made material often a composite made of two layers. A backing layer made of woven or non-woven polyester fibers combined with an external surface by “dry” lamination process or by liquid “wet” processes.
The Shoe Part Quarter Panel The Quarter Panel is the main shoe pattern part on the side of the shoe pattern. The Nike Swoosh, New Balance N and the Vans V-Bar are all located on the quarter panel.
Retail Price The Retail Price is the price you pay in the shoe for a pair of shoes.
Roughing
To remove material by a sanding or brushing process. For example, EVA midsoles are roughed before assembly to help break the smooth surface for better adhesion the shoe primer and cement.
Rubber RSS 1 RSS 1 refers to Ribbed Smoked Sheets, produced from natural rubber latex as ribbed sheets, by coagulation with acids and sheeting, properly air dried and smoked, and visually graded.
Sales Representative and Sub Rep Selling shoes is great way to get involved. The sales force is exposed to many aspects of the shoe trade. An active sales rep can help shape the product line. On the front line selling the shoes, the salesmen know first hand what customers are looking for. A salesmen can get promoted into a Product Line Manager position.
Sample Coordinator A busy development office will have hundreds of shoes coming and going. The Sample Coordinator is the traffic cop that tracks where the shoes are. Are the samples still in China? When is the factory going to ship them? Does Fed-Ex need more paperwork to manage the import? The sample coordinator position is a great entry level position for learning the operations of shoe development and shoe design.
Sample size
Men’s 9 and women’s 7. These sizes are well proportioned and look the best for sales presentations and print ads. The Size 9 and 7 are also good sizes to use for costing. The larger sizes will consume more material but the smaller sizes will consume less. 9 and 7 and the fair average.
Shell Pattern The shoe pattern that fits the surface of the last with no details. The designer may draw on the shell pattern.
Sipes A knife cut pattern the bottom of a shoe sole, common on Boat shoes or deck shoes. The sipes or “siping” pattern disperse water and prevent slipping.
SKU Stock Keeping Unit. A unique model/style/colorway/size. Commonly used to refer to a unique colorway. For example, if there are 2 models each with 5 colorways, there are 10 SKUs total.
Slip Lasting A lasting process where the insole board or Strobel sock (usually canvas or non-woven) is stitched around the last bottom edge to complete the upper. Usually used for more lightweight, flexible shoes such as running shoes.
SMU Special Make Up – SMU is a special production run of shoes. Can be for a specific shoe store or international distributor. Usually a special color or material treatment. The SMU product manager will work closely with sales managers, Product line managers, sales reps and Designers to create new products. SMU projects can be brought to market quickly as there is no selling or booking period required. Once the design is confirmed the order can be placed to the factory.
Sock allowance or sock liner allowance The sock allowance is the extra material added to the last bottom to make space inside the finished shoe. Too little or too much will cause the finished shoe to be loose or too tight. a typical sock allowance is 4mm to 6mm.
Sockliner or Sock liner The Sockliner, Sock, Footbed or insole is the foam padded mesh that your foot stands on. May be removable or may be cemented in. High end shoes will be molded EVA of PU foam. Low end shoes will be die cut EVA.
Split leather or Suede Leather Split leather is leather created from the fibrous part of the hide left once the top-grain of the rawhide has been separated from the hide. During the splitting operation, the top-grain and drop split are separated. The drop split can be further split (thickness allowing) into a middle split and a flesh split. In very thick hides, the middle split can be separated into multiple layers until the thickness prevents further splitting. Split leather then has an artificial layer applied to the surface of the split and is embossed with a leather grain (bycast leather). Splits are also used to create suede. The strongest suedes are usually made from grain splits (that have the grain completely removed) or from the flesh split that has been shaved to the correct thickness.
Suede is “fuzzy” on both sides. Manufacturers use a variety of techniques to make suede from full-grain. A reversed suede is a grained leather that has been designed into the leather article with the grain facing away from the visible surface. It is not considered to be a true form of suede.
Stitch and Turn (seam)
A seam which is stitched to join two parts then flipped inside out so the stitch is hidden. The stitch and turn seam is nearly alway found where the collar of the shoe meets the shoes inner lining. This seam type is also used to hide material edges. To make the seam thinner the edges are often skived before stitching and then the fabric may be hammered flat.
Stock fitting
Stock fitting is an assembly operation that done away form the main assembly. The separate outsole components and assembled on the stock fitting line before they taken to the main assembly line. Stock fitting reduces the operations on the main line so the main shoe assembly lines can run faster. The Stocking fitting of shoe parts off the main assembly lines allows for quality inspections more complicated operations that can’t be done on the main line.
String Lasted A shoe upper has a string seen in to the bottom perimeter of the upper. The String is then pulled the stretch the upper down on the who last. This can only be used on fabric uppers, usually very cheap.
Strobel Sock or Strobel board The strobel is the fabric or non-woven material used to finish the bottom of a shoe upper. The worker uses a Strobel machine to make a strobel stitch to attach the strobel board to the upper. It was invented by a guy named Strobel.
Suede Leather or Split leather Suede leather is leather created from the fibrous part of the hide left once the top-grain of the rawhide has been separated from the hide. During the splitting operation, the top grain and drop split are separated. Suede is “fuzzy” on both sides.
Super tuff A non-woven reinforcement material used inside the shoe. You will find super tuff behind punched holes and metal hardware. Supper Tuff is a very common reinforcement material found in all types of shoe.
Synthetic leather These man-made materials are often a composite made of two layers. A backing layer made of woven or non-woven polyester fibers combined with an external surface by “dry” lamination process or by liquid “wet” processes.
New Course! Shoemaking for Designers & Brand Builders
Created for footwear beginners and career changers alike, this course delivers the basic shoemaking knowledge you need to get you career in the shoe trades started.
Learn more
On sale $99
T/T Payment T/T stands for telegraphic transfer, a form of bank transfer. T/T payments are a cheap and fast way of transferring money overseas through most banks. The T/T Bank transfers is one of the simplest forms of international transfers. In traditional international trade, it’s risky for buyers to pay using bank transfers because their money goes into the suppliers’ bank account directly – before they are able to receive their order. For companies with a long running record of trust the T/T is fast and easy.
Taped shoe Last A shoe last is covered with two thee layers of masking tape. Once the last is covered the shoe design can be draw onto the tape. Once the design is complete the tape can be removed and laid flat to create the shoe pattern.
Taped Upper or Taped Shoe Upper A fast way to design a new shoe pattern or to see your design come to life is to tape over another shoe and draw your new design. In our busy design office we would box up the taped uppers and send to the factory. This is also a great way to find and design problem before theThe taped upper shoe design sample is made.
Throat of the shoe The throat of the shoe is the opening where the shoe tongue is attached that is spanned by the laces. The throat is generally surrounded by the shoes eyestay.
Toe Box The toe area of the shoe. Different styles will have different sizes and shapes. Fashion shoes may have tight pointed tips while work boots have extra space for steel toe inserts.
Toe puff Toe puff is the reinforcing material used to hold the shape of the toe box. This can be thermo plastic – that is easily shaped with heat, leather, or fabric. This comes in many styles from soft to firm.
Toe Spring The Toe Spring of a last, shoe or pattern is simply how much the front tip is off the ground. A stiff hiking boot may have a 15mm toe spring, while a slip on casual shoe make have a 5mm toe spring. As a general rule the stiffer the shoe sole the more toe spring you need for a normal rolling stride. You will see that a women’s high heel shoe has no toe spring.
Toe Tip Simply the pattern part on the front of the shoe. Usually reinforced.
Shoe Tongue The shoe tongue pads the top of the foot. The Shoe tongue is connected to the top of the vamp are at the base of the eyestay. The tongue may have elastic centering straps attached to the edge or a tab that can be held by the laces. Depending on the shoe style the tongue may be a single layer of leather or and inch of PU foam.
Top Line The top edge of the shoe’s ankle opening or the top edge of the outsole.
Top-grain leather Top-grain leather (the most common type used in high-end leather products) is the second-highest quality. It has had the “split” layer separated away, making it thinner and more pliable than full-grain. Its surface has been sanded and a finish coat added to the surface which results in a colder, plastic feel with less breathability, and it will not develop a natural patina. It is typically less expensive and has greater resistance to stains than full-grain leather, so long as the finish remains unbroken.
Tread or Shoe Tread The part of the shoe that contacts the ground. Most commonly the shoe tread is rubber.
Trim Any extra overlay part or decoration panel. Logos are also part of the “trim”package of a shoe.
Tru-buck Leather Suede cow leather that is covered with a thin coating of PU (Polyurethane). The coating is slightly brushed to make a smooth matte finish. The final product is generally a solid color leather looking product. This material is still classified as leather for import duty.
Try on Try on is the initial feeling when a shoe is tested in-store. A very soft upper and footbed can give a shoe a very good “try-on” but will quickly flatten or compress. also called In store feel. The footbed and lining can make or break your Try-on.
Vamp or Shoe Vamp The vamp is the area on top of the toes. The vamp is often made from breathable mesh or has perforations for venting.
Vulcanize The process of heating raw rubber to cure it. This process creates cross links inside the rubber compound bonding it together. Before the rubber is vulcanized it is stretchable, gummy and easy to tear. After being Vulcanize it’s tough and ready to wear.
Vulcanizing Oven Vulcanizing oven or tank is a steam heated pressure vessel used to cure vulcanized shoes. 500 to 1000 pairs may be heated at one time. The heating process fuses the rubber parts together and to the upper of the shoe.
Wedge or Midsole wedge The EVA foam midsole of a shoe, thinner in the front and taller in the heel. When you use the word wedge you are usually referring to a die cut midsole part.
Wholesale Price
The Wholesale Price of an Item is what a shoe store pays to buy an item from the shoe brand. The wholesale price is generally about 50% of the selling price or the retail price. A big store may negotiate a discount of a few %. So when you see a shoe on sale for 50%, off the shoe store is trying to break even.
Width or Shoe Width
The width of a shoe is measured in letters such as AAA, AA, A, B, C, D, E, EE, EEE, and EEEE, 4A, 3A, 2A, A, B, C, D, E, 2E, 3E, 4E, 5E, and 6E, or N (narrow), M (medium) or R (regular), W (wide). These letters refer to the width of the shoe as measured at the ball of the foot.
Start Building Your Shoe Business
A must-have for anyone serious about launching a footwear company. 4 text books, shoe business documents and downloadable content not available anywhere else! The Shoe Company Start-Up Pro Pack is all you need to get your shoe business off the ground.
Learn more
Download Today

 The outsole tooling for athletic shoe is the most complicated and most expensive piece of equipment required for production. The outsole tooling for footwear comes in many different styles and configurations. Shoe outsoles are made from many different types of rubber, plastic, foam, leather or fabric each requiring it’s own tooling requirements and manufacturing technology.
The outsole tooling for athletic shoe is the most complicated and most expensive piece of equipment required for production. The outsole tooling for footwear comes in many different styles and configurations. Shoe outsoles are made from many different types of rubber, plastic, foam, leather or fabric each requiring it’s own tooling requirements and manufacturing technology. It’s critical that you understand the Tooling and manufacturing requirements for each outsole type. If you are designing for Nike go ahead and design a complicated outsole with blow molded air bags, plastic injections etc…. The sky is the limit. $20,000 per size is no problem. If the production is a million pairs $150,000 for the tooling is no problem. However if you are start up strapped for cash, a cup sole unit is $1400 per size is more realistic.
It’s critical that you understand the Tooling and manufacturing requirements for each outsole type. If you are designing for Nike go ahead and design a complicated outsole with blow molded air bags, plastic injections etc…. The sky is the limit. $20,000 per size is no problem. If the production is a million pairs $150,000 for the tooling is no problem. However if you are start up strapped for cash, a cup sole unit is $1400 per size is more realistic.


 Injection EVA Midsole
Injection EVA Midsole

 Classic Rubber Cupsole
Classic Rubber Cupsole
 PU poured Air
PU poured Air
 This outsole is standard vulcanized shoe construction. This is how Vans makes it’s shoes, and how the Converse All Star is made. The sole bottom is bonded to the upper, then striped rubber foxing tape wraps them both. After this assembly operation is done the entire shoe is cooked to cure the rubber making the bonds permanent. See Vulcanized VS Cold Cement This outsole requires a rubber compression mold for the bottom and a specialized vulcanize production factory.
This outsole is standard vulcanized shoe construction. This is how Vans makes it’s shoes, and how the Converse All Star is made. The sole bottom is bonded to the upper, then striped rubber foxing tape wraps them both. After this assembly operation is done the entire shoe is cooked to cure the rubber making the bonds permanent. See Vulcanized VS Cold Cement This outsole requires a rubber compression mold for the bottom and a specialized vulcanize production factory.









 The Pantone color specification book is required for every shoe designer and developer. You will need to have a Pantone color book to communicate with the shoe factory and your customers exactly what color you want. The Pantone corporation color books are the industry standard for color matching. You will find that every shoe factory will have a Pantone book so it’s easy for you to reference a color. Without the Pantone book, it’s almost impossible to match colors correctly with your overseas factories. They are expensive, you can share one in your office. This is a must-have shoe designer’s tool. You can get these from Amazon.
The Pantone color specification book is required for every shoe designer and developer. You will need to have a Pantone color book to communicate with the shoe factory and your customers exactly what color you want. The Pantone corporation color books are the industry standard for color matching. You will find that every shoe factory will have a Pantone book so it’s easy for you to reference a color. Without the Pantone book, it’s almost impossible to match colors correctly with your overseas factories. They are expensive, you can share one in your office. This is a must-have shoe designer’s tool. You can get these from Amazon. A small steel ruler is very useful for measuring all the shoe parts. Make sure that the end of the ruler is cut off so it starts at zero so you can measure the inside of the shoe collar height by pushing the ruler into the bottom of the shoe.
A small steel ruler is very useful for measuring all the shoe parts. Make sure that the end of the ruler is cut off so it starts at zero so you can measure the inside of the shoe collar height by pushing the ruler into the bottom of the shoe.
 Shoemaking lasting pliers are also a very useful tool to have around. In the shoe factory, they are used to pull the edges of the material down on the last and then tack it down with a hammer part. As a developer, you will often use this tool to pull a shoe apart and see what’s inside.
Shoemaking lasting pliers are also a very useful tool to have around. In the shoe factory, they are used to pull the edges of the material down on the last and then tack it down with a hammer part. As a developer, you will often use this tool to pull a shoe apart and see what’s inside.


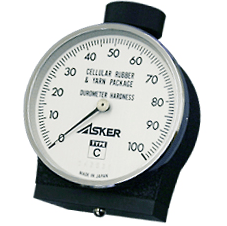

 A pair of dial calipers or digital calipers is also very useful in making shoes. We use calipers every day to measure the width of small shoe components.
A pair of dial calipers or digital calipers is also very useful in making shoes. We use calipers every day to measure the width of small shoe components.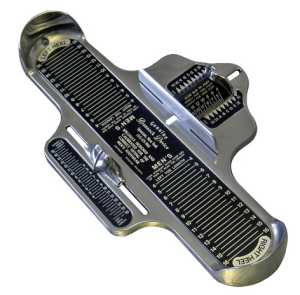
 An X-Acto knife is also an indispensable tool for cutting material swatches, for opening up shoes and cutting open seams. A very sharp hobby knife is a useful tool.
An X-Acto knife is also an indispensable tool for cutting material swatches, for opening up shoes and cutting open seams. A very sharp hobby knife is a useful tool.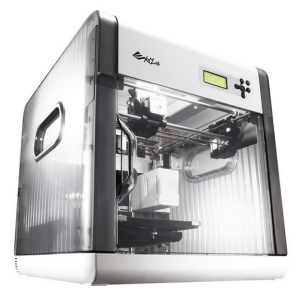
 A micrometer is a very helpful tool to have in your shoe development office. We use this for checking the thickness of leather products or any synthetic material. We use a micrometer almost every day to confirm that the materials in the sample shoe match the product specification.
A micrometer is a very helpful tool to have in your shoe development office. We use this for checking the thickness of leather products or any synthetic material. We use a micrometer almost every day to confirm that the materials in the sample shoe match the product specification.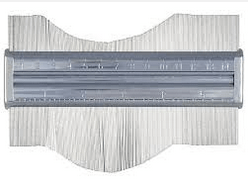 A profile gauge is nice to have around when you are checking lasts. It’s useful for checking complex curves quickly. While not a common tool, we use this when we are working up a new last or checking that a midsole is following the last bottom curve correctly.
A profile gauge is nice to have around when you are checking lasts. It’s useful for checking complex curves quickly. While not a common tool, we use this when we are working up a new last or checking that a midsole is following the last bottom curve correctly.
 In the cold cement process, the shoe upper can be paired with a Strobel bottom. For this classic jogger style, the outsole covers the edge of the upper so a Strobel bottom will make the shoe lighter and more flexible.
In the cold cement process, the shoe upper can be paired with a Strobel bottom. For this classic jogger style, the outsole covers the edge of the upper so a Strobel bottom will make the shoe lighter and more flexible.