This Shoe Specification Drawing Pack is all you need to get started detailing your own shoe designs. This pack contains a technical spec drawing which is a fully detailed shoe design ready for your creative touch. Upper views, outsole designs, material specs, and colors are all included. This is how a pro prepares a shoe design for the factory. This 8-page drawing set is in Adobe .pdf format and Adobe Illustrator .ai live vector file. No shoe design spec pack is complete without the flat pattern. We have included the actual factory-made flat pattern for this shoe in Adobe .pdf format and Adobe Illustrator .ai live vector file. From this drawing pack, we created a real shoe specification document so you can see exactly what a shoe factory needs to bring your shoe design to life. The fully detailed spec contains line items for shoe parts, material specs, and colors. The file is in Microsoft .xls format. To complete this spec pack we have included a real factory outsole blueprint with every part called out. You can see all the details in PDF and live vector .ai formats.
This pack contains a complete shoe development specification:
1. Sample shoe specification drawing (8 pages). Includes PDF and live vector .ai formats. 2. The factory made flat pattern in PDF and live vector .ai formats. 3. A real factory blueprint for an EVA/ rubber running shoe outsole unit in PDF and live vector .ai formats. 4. Complete line item shoe specification in Microsoft .xls format.
Footwear pattern download .ai vector file, how to draw shoe patterns
Design detail of shoe spec drawings
Outsole side profile outsole bottom view
Diagram of internal parts
Diagram of internal parts
Spec sheet for Ariss Trainer .xls format download
Color map showing future plans for color breaks
Color map showing future plans for color breaks
Included: Shoe Production Specification
A detailed specification sheet is absolutely critical to your success. If you leave line items open with no detail the factory will choose whatever they have available inside the factory for these parts. This may be good or bad, but either way, you will get an unexpected result.
Included: Shoe Technical Drawings
This technical drawing pack is all you need to get started detailing your new shoe designs. The technical spec drawing is a fully detailed shoe design ready for your creative touch to detail shoe uppers, shoe outsoles, material, and colors. This is how footwear pros prepare a shoe design for the factory. This 8-page drawing set is in Adobe .pdf format and Adobe Illustrator .ai live vector file.
Included: Shoe Flat Pattern
This is the actual factory-made flat pattern for the sample shoe. It is saved in Adobe .pdf format and Adobe Illustrator .ai live vector file.
Included: Shoe Outsole Blueprints
These outsole blueprints are real production drawings. Drawn by the factory mold shop in preparation for cutting the first sample outsole, they show every detail of the design, construction, and materials. The blueprints are in Adobe .pdf format and Adobe Illustrator .ai live vector file.
When a designer draws a new shoe or a footwear product line manager starts a new line plan, it is important to have an idea of what the different shoe parts cost. To meet the target selling price and avoid high import duty categories it is critical to get your price right. Here is quick cost breakdown of the standard parts of a sports shoe.
Shoe Materials List:
Toe Cap Suede Leather $0.82 Vamp MESH+4MMKF329+24GT/C $0.16 Quarter/Eye row Suede Leather $.85 Quarter 220D Nylon +4MMKF329+24GT/C $1.20 Quarter logo ACTION $0.15 Collar 220D Nylon +4MMKF329+24GT/C $0.20 Heel Counter Suede Leather $0.69 Heel logo Screen Print $0.15 Tongue 220D Nylon +4MMKF329+24GT/C $0.15 Tongue Lining 180G PU +4MMKF329+24GT/C $0.12 Collar Lining 180G PU +4MMKF329+24GT/C $0.28 Tongue Foam 20mm KFF $0.13 Collar Foam 20mm KFF $0.13 Inner Lining 180g Cosmo $0.12 Toe Box .8 Syrlin $0.03 Counter PVC injection Counter $0.10 Eye row Reinforcement Supertuff $0.03 Tongue Straps 40mm Elastic $0.13 Tongue Logo Woven Label $0.03 Lace 8mm Flat Lace $0.20 Upper Stitching $0.04 Outsole #67-w34 $1.50 Midsole Two color wedge EVA $1.50 Sock liner Standard molded Eva $0.85 Insole 1.5mm insole board $0.09 Outsole Lamination $0.50 Cement & Thread $0.50 Standard shoe packing is around $.77
Start with In-depth study of material types available in modern shoemaking. Learn the Technical details of shoe material specification. 195 pages or 300 color photos.
Buy Now
on sale $39.99
The footbed or insole or sockliner, whatever you call it is important to the fit, feel, performance and cost of your shoe design. Footbeds come in all shapes, sizes and materials, It’s important to make the right selection to compliment your shoe design.
When a shoe is in development it’s important to have plan for the footbed. Each shoe last will have a “sock allowance” build into the bottom, this creates the space inside the shoe, in can be 4 mm or 6mm or more. You have the get this right or you shoe won’t fit quite right, then again a little extra foam in your footbed can be used to fine tune and fitting issues.
The footbed is also key to the lifespan of your shoe. A thin footbed made of too soft, cheap foam can collapse after just a few days leaving the shoe fitting loose and your customer with tired feet. The ability for a foam to survive being placed underfoot is called it’s compression set or compression resistance. Not all foams are suitable for long lasting footbed service! Shoe companies are now putting in better footbeds, in the past you could find a cheap $.65 footbed in a pair of $100.00 running shoes!
Common shoe footbed types.
Footbeds basically come in two construction types. Molded or die cut. The molded footbeds are made of Compression molded EVA, Poured PU (polyurethane foam), Latex & Cork, sponge rubber or PE (polyethylene) foam. You can add to the molded footbed other features like Injection molded stiffeners, support frames, gel pods or air bags. The sky is the limit! But you need to remember a $4.00 footbed will add almost $20.00 to the retail price of your shoe!
The molded footbed is a must for performance athletic shoes, the contours will support the foot and hold the foot in place. Hiking, hunting and military boots need a molded footbeds. The strobel shoes may be a thinner as the inside of the shoe will have more contours from the last and molded midsoles. Stiffer board lasted boots should have a molded footbed to provide support and fill up the square corners near the edges. The die cut footbed can the the cheapest piece of junk or it can be really plush. Die cut does not have to mean cheap. Yes the most basic shoes will have thin die cut footbeds made of soft EVA foam that will last just a few weeks. High end shoes can have really nice leather-covered die cut footbeds made with multiple layers of high quality long lasting PU foam, neoprene rubber or gel sheet. Fashion
and casual shoes can have die cut footbeds. Soccer cleats, the even expensive ones, often have thin die cut footbeds.
Footbed cover fabric.
Footbeds can come with making different cover fabrics or linings. The best fabrics have enough grip to hold your feet in place. Too smooth will not be stable, to grippy will ruin your socks. Running shoes, hiking boot footbeds need abrasion resistant materials to last for miles and miles. The footbed material must resist crocking (crocking is color transfer by friction or rubbing). Your shoes should not discolor your socks. Leather footbeds are nice, but maybe not the best for athletic shoes.
Other footbed features.
Footbeds can be multiple densities of foam. They can have perforations or other venting features. Moisture wicking fabric covers or bright graphics are a nice touch. Most companies will have their own molds with refined shapes and molded in logos. Another trick companies use is a very soft latex foam wedge under the heel, this latex will last for a while but after a few days or a week it will be crushed flat. This is done to improve the “try on” or “in store” feeling. For winter boots or hunting boots you will find insulated footbeds with heat reflecting coatings.
Shop around, try on many different styles of shoes, you will find lots of options. Let price, performance and comfort be your guide!
No doubt Nike makes great shoes, but today we are going to take a critical look at the Nike Air Jordan Imminent. Rather than review the styling from “Sneaker Freak” perspective or the performance of the shoe for actually playing basketball, I want to do a “tear down” to study the construction, materials, assembly, value and production costs.
Our review will start with what it costs Nike to make the Air Jordan Imminent. The retail price of the Jordan Imminent is on the high side at $120. Based on the selling price of $120 for an 8% import duty shoe, with ocean shipping included, I calculate the shoe factory build price to be around $25.00. In 2012, Nike paid Michael Jordan over 60 million dollars, so I figure there must be a royalty payment of maybe a dollar per pair? So let’s figure it’s around $24.00 to make the shoe. Of Nike’s build price we can estimate 25% to 35% for the factory LOP, maybe $8.00. That leaves between $16.00 to $18.00 dollars for the materials, upper, leather and outsole parts. The Nike Air Jordan Imminent upper pattern is not complicated. Only 7 panels to make the upper, so the stitching make or cost is not very high. The Jordan Imminent is very well put together. The stitching is clean and straight and all the upper stitching is a double row. While I’m a little surprised to see that none of leather edges are skived and tuned, the exposed edges are solid black, by drum dyed leather or painted edges. The full grain leather vamp is smooth and well-formed, evidence that the leather is well backed, I would expect Imminent’s upper parts are assembled with hot melt glue and carefully pre-molded before the lasting operations to make such a nice shape. For the logo treatments, Nike has gone with a very simple look for the Air Jordan Imminent. Only 2 embossed logos made by RF welding process. The heel side logo on the lateral side and tongue logos are both cleanly and deeply embossed, this leads me to believe that Nike has swapped in a matte finish synthetic material for these panels instead of full grain leather. Full grain leather doesn’t melt so it will resist deep embossing. The synthetic leather logo panel is showing white backing on the edge…could be better.
The double row of stitching around the tongue logo is super clean and perfectly round, definitely made by a computer stitching machine. The embossed stitch flange is a nice touch also.
The 3D air mesh with black over red for the tongue and heel pad is a neat and subtle accent. All the tongue seams are turned out so there is not a stitch to be seen, very nice.
The upper materials in general are nice but nothing exotic or expensive. The waxed laces are simple and clean. Red webbing covers the heel seams, a great way to hide ugly seams and a good way to increase the cutting yield without the shoe looking like a puzzle. The collar topline is neatly rolled into the lycra lining. I did notice a small kink where the eyestay reinforcing ends, maybe a little extra skiving inside could smooth that out. A word about the eyelets, there is none. Just punched holes for all the positions. Okay…but not great.
Following the ultra clean theme for the Air Jordan Imminent outsole, Nike has gone with a very simple design for the midsole and outsole parts. The injection molded EVA midsole is a single color with three contour breaks. I did see some waves in the midsole top line, I do expect there will be waves where the uppers leather panels overlap, but my pair has a few small waves on flat panels, not the best workmanship but a very minor issue. The midsole is solid EVA in the forefoot with a small heel air bag. The Nike Air bag is blow molded with 10 stabilizing pillars. After molding, the air bag is painted silver to add an accent. A closer look shows the Air Jordan Imminent air bag has the blow mold seam hidden by the outsole bottom or midsole.
The rubber bottom is a simple color blocking with an EVA break showing in the forefoot. The rubber parting lines are thin and super clean, well-trimmed. This is evidence of high quality tooling, as you would expect on any Air Jordan shoe.
Overall this is a clean shoe, simply built, nice materials. An efficient, labor-saving design, lacking the extra nice touches that you would like to see in a shoe which costs $120.00. I like the shoe. It’s well made, with high quality materials, a basic clean shoe.
The outsole tooling for athletic shoe is the most complicated and most expensive piece of equipment required for production. The outsole tooling for footwear comes in many different styles and configurations. Shoe outsoles are made from many different types of rubber, plastic, foam, leather or fabric each requiring it’s own tooling requirements and manufacturing technology.
We are going to talk about the design requirements and tooling for the rubber, plastic and foam outsoles found in the modern athletic sports and casual shoes. The outsole design you select for your shoe design is critical to it’s comfort, performance and price. You will need to know about the equipment requirements and unit price for each type of outsole design.
It’s critical that you understand the Tooling and manufacturing requirements for each outsole type. If you are designing for Nike go ahead and design a complicated outsole with blow molded air bags, plastic injections etc…. The sky is the limit. $20,000 per size is no problem. If the production is a million pairs $150,000 for the tooling is no problem. However if you are start up strapped for cash, a cup sole unit is $1400 per size is more realistic.
Of course performance matters. You would never use Rubber cupsole for a running shoe or likewise a combat boot with the huge air bag is also a bad idea.
Basic Outsole Types: Rubber Cupsole, Cut and Buff EVA wedge sole, Combination Cut and Buff/Cupsole, Two piece EVA rubber sole, Vulcanized Rubber sole, Lightweight EVA Outsole, EVA Sole unit, Injection Molded EVA, Injection Molded plastic Sole unit, Blow Molded Air Bag Sole Unit.
Outsole Types
Air Bag Midsole
The air bag midsole is made by the blow molding process. The midsole starts out as hot semi-liquid plastic extrusion tube (called a parison). A steel mold clamps around the tube and the air is injected inside to fill the bag and inflates the shape to fill the mold. The tooling and machines are very expensize. The plastic can be tinted and the bag top and bottom surfaces can be painted. In this case the air bag is attached to an EVA tray that is then bonded to the shoe outsole by cold cement process. The type of sole unit is great for running and cross training. The air bag does look cool but due to the blow molding process the plastic walls of the bag can be a little thick. This sole unit requires an EVA Compression mold, Rubber compression mold and blow molds. TOOLING:$$$$ UNITPRICE:$$$$
Compression Molded EVA or CMEVA
The standard two part sole is made with light weight CM EVA midsole, bonded to a rubber outsole. The EVA foam is expanded into blocks then cut down to fit into a mold. The mold is heated causing the EVA to re-expand and fill the compression mold. The density and durometer is set by how much foam is compressed into the mold and the formula of the foam. More foam is harder and gives the sole design more definition. Midsole is bonded to the rubber in the stock fitting room before the unit meets the upper in assembly. This sole unit requires an EVA compression mold and a rubber compression mold. TOOLING:$$ UNIT PRICE:$$
How to Pick Shoe Materials
Start with In-depth reviews of material types available in modern shoemaking. Learn the Technical details of shoe material specification. 195 pages or 300 color photos.
Learn more
on sale $39.99
Injected Midsole
Many firms have been experimenting with foamless injection molded midsoles. The shoe has a stiff moderating plate under the heel to keep the shoe stable. The Midsole structure is likely made of Nylon or TPU plastic. The rubber tread is attached by stock fitting. This sole unit requires an EVA Compression mold for the midsole hidden inside, Rubber compression mold for the tread and Injection molds for the midsole component. TOOLING:$$$$ UNITPRICE:$$$$
Injection EVA Midsole
This running shoe uses an injection molded EVA midsole with rubber inserts. The Injected midsole has a thicker, smoother skin than compression molded EVA midsole. The Injected EVA midsole has a more uniform density and better detail definition than the compression molded EVA. This unit is very light, very flexible but will wear quickly. The Injection molded tooling has a high production rate but the molds are over $3,000 per sizes and requires an expensive machine. The compression EVA tooling is half the price and can be made in the most basic pressing room. This sole unit requires an EVA injection mold and rubber compression mold. TOOLING:$$$ UNIT PRICE:$$
The EVA Wedge
This classic Die Cut EVA wedge midsole is bonded to a compression molded rubber bottom. The top wedge shape of the EVA is cut by pressing the EVA with a profile roller while a blade splits off the bottom layers. The white layer is buffed and bonded to the rubber bottom. All three parts are them buffed to create the angled side wall. Labor intensive but required very little tooling. In fact one bottom tool can be trimmed to make 4 to 6 sizes. This New Balance shoe requires a rubber compression tool. TOOLING:$ UNIT PRICE:$
Poured PU Midsole
The shoe is made by PU foam direct attach. In this process the Upper is clamped into the top of a mold. The mold is filled in two shots, first the sole is molded, once the bottom cools in a few minutes a second shot of light weight PU will fill the space between the Upper and bottom. The PU fuses directly to the upper. This sole requires a 2 part PU rubber injection mold AND a million dollar machine. TOOLING:$$$ UNIT PRICE:$
Classic Rubber Cupsole
This classic cup shoe with a one piece rubber cupsole. The white side wall and black rubber are molded together in one operation. The mold has a middle plate allowing the to parts to be formed separately, before the rubber is fully cured the middle plate is removed the rubber colors can fuse together without a messy seam. The side logo is painted after molding. Inside you will find a die-cut piece of EVA foam. The stitch groove is an under cut in the mold but the stretchable rubber is easily removed after molding. The channel stitching is done after assembly. This requires only a rubber compression mold.
TOOLING:$ UNIT PRICE:$
The cup sole mold can be made with no foam filler inside. The cheapest shoes may have rubber egg crate filler.
PU poured Air
This classic air bag shoe midsole is made by over molding PU but in this case the air bag is clipped in heel and exposed. The window is where the clamps hold the bag in place and they stop the PU from covering the bag. The rubber sole is made by compression, the top of the black part is molds parting line. The Yellow part with specs is the same PU part holding the air bag but this area is masked off and painted. After the PU parts are cleaned and painted , they are bonded to the rubber parts by the stock fitting line. The toe channel stitching is done after assembly. This outsole requires a rubber compression tool, Air bag mold and PU midsole mold. TOOLING:$$ UNIT PRICE:$$
This indoor soccer shoe is a combination cupsole and cut and buff. The rubber is pressed then the EVA wedge is cement in place. The EVA is then buffed down to match the rubber side wall. This construction is more flexible and lighter than a standard rubber cupsole. This outsole requires a rubber compression mold.
TOOLING:$$ UNIT PRICE:$$
Classic Vulcanized Outsole
This outsole is standard vulcanized shoe construction. This is how Vans makes it’s shoes, and how the Converse All Star is made. The sole bottom is bonded to the upper, then striped rubber foxing tape wraps them both. After this assembly operation is done the entire shoe is cooked to cure the rubber making the bonds permanent. See Vulcanized VS Cold Cement This outsole requires a rubber compression mold for the bottom and a specialized vulcanize production factory. TOOLING:$ UNIT PRICE:$
Injection Molded Outsole
This soccer cleat outsole is made by injection molding process. Cleated shoes for soccer, football and baseball require stiff supportive bottoms with heavy cleats. Cleated shoes are made by the cold cement process. The Sole unit may be sewn to the upper after the cementing operation. This outsole requires a plastic injection mold. Complicated designs with several colors require an expensive mold, Simple designs require a less expensive tooling. Cleats with metal spikes or inserts require over molding processes. This type injection tooling requires a specialized injection molding factory. TOOLING:$$-$$$$ UNIT PRICE:$ to $$$$
New Course How to Select Shoe Materials
14 Shoe material lessons.
Over 4 1/2 hours of video instruction.
In-depth study of leather, textiles, synthetics and plastics.
Material Design Guide Text Book included.
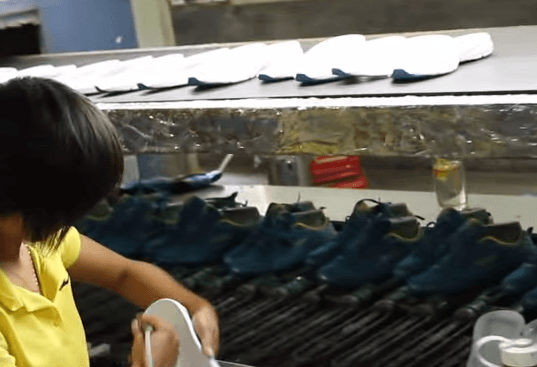
I found this video on YouTube. It’s a quick walk down a typical shoe assembly line. This is a very small, one-line factory, which is not the typical size of a modern shoe factory. The shoes being made in the video are for a local Asian footwear brand. The process they use is exactly the same as Nike uses to manufacture their shoes. In the video, it is difficult to see what’s going on so I have detailed a few of the steps in the process for you here. The video picks up at the start of the shoe assembly line, the uppers are already stitched and stacked waiting for final assembly.
The Start of the Shoe Assembly Line Video:
This video does not clearly show the lasts being inserted but you can see the shoe coming out of the first “shrinking” heat tunnel. The heat helps dry the steamed shoe uppers. Once out of the tunnel, the lasting machine operator gives the shoe a quick squeeze. This machine is the same type used for board lasting and can be set up to stretch a shoe upper down tight onto the shoe last. A heel lasting machine can be used on the back of the shoe. I don’t see this heel lasting machine on this shoe assembly line.
The next operation happens fast. The worker pulls a shoe off the line and matches it to the correct size outsole. A foot-activated press holds the shoe down while she marks the top edge of the molded EVA midsole with a pen. This mark is called the glue line. In this case, the line is a guide for the workers at the cementing work station. If this shoe required roughing, the workers with the buffing tools would follow the same line before the primer and glue are applied.
Next, you see the workers apply the primer and cement to the uppers and the shoe outsoles. The outsoles and uppers are on opposite sides of the assembly line. This allows the workers to apply different compounds of primer and glue to each part. The outsole requires a different primer for a strong bond.
At the next station, the outsoles are moved to a different conveyor belt. This allows the glue to be dried at a different temperature.
Outsole Assembly:
Once the primer and cement are dry, the parts can be assembled. The worker matches the correct size outsole with the upper and then presses them together by hand. He carefully but quickly aligns them, starting at the toe to make sure it’s centered. Next, the worker will flip the shoe and set the heel into position. The cement is dry but tacky so it can be repositioned without affecting the final bonding strength.
A metal or plastic tool is used to make sure the midsole follows the glue line and confirm the edges are straight. This tool can also be used to remove air bubbles or unroll any tucked edges on the midsole.
To speed set the glue bond the shoe is cooled in a chilling tunnel. To ensure the outsole and upper have complete contact, the shoe will go through three pressing operations. The downward press, the side press, and the toe and heel press. These pressing surfaces must be clean and smooth so as not to damage or soil the assembled shoe. The bottom press should be made with a matching negative casting of the outsole or a contoured pressing plate to ensure the arch area is fully pressed.
After pressing, it’s time to remove the shoe last and insert the footbed.
Packing
Inserting Footbeds
Quick Inspection
Burning Off Threads
That’s it! If you are interested in learning more please check out our book “How Shoes are Made” and browse our other titles and accessories in our bookstore.
Download a last file
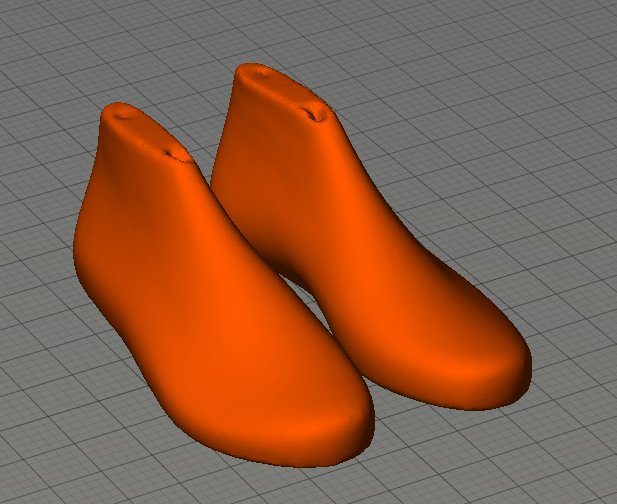
#1. You will need a .STl or other CAD file to print a shoe last. You can download our sneaker last file Here or you can search Thingverse or you can check out CRABCAD.
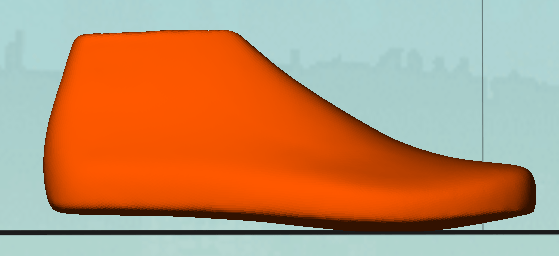
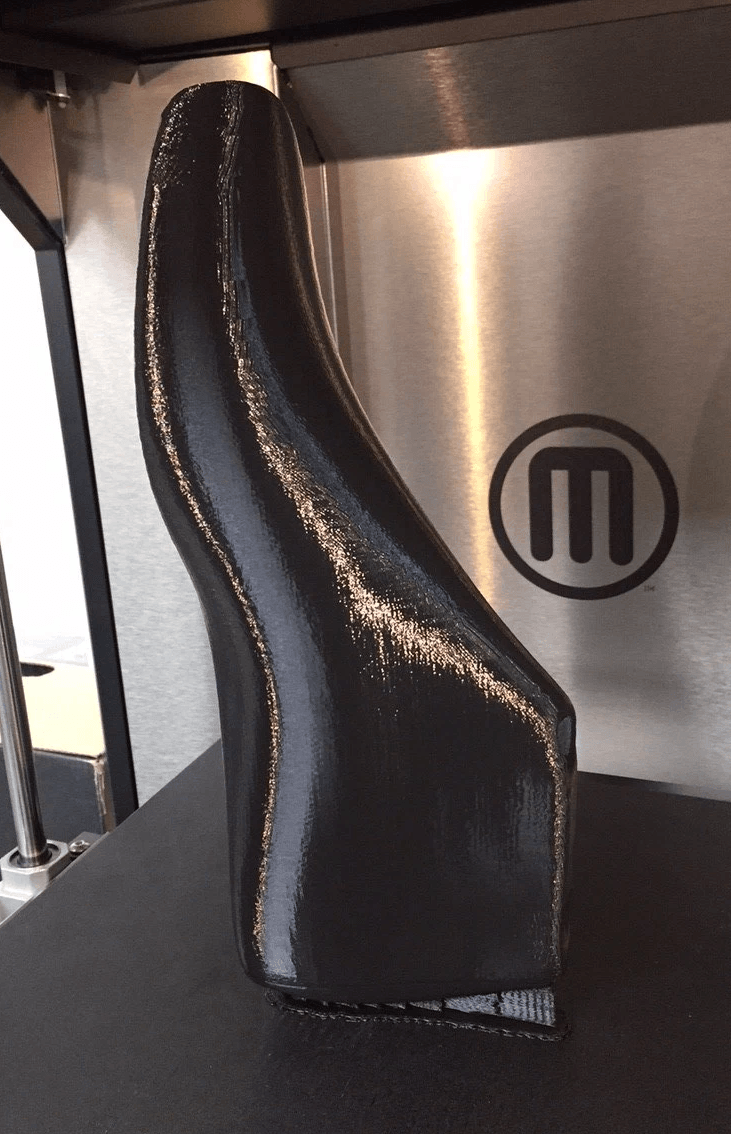
These are .stl files, so if you need a size other that US 9 you maybe in for some CAD work. Most CAD programs will allow you to make a surface Mesh from the .STL files. It will take some time to get the last modeled. Really tricky if you need to make a size change. Shoe lasts don’t resize or “Grade” in a linear fashion. #2. Now that you have your last file you should break it up so you have one side. I don’t recommend that you print two lasts at one time. Not many machines are large enough to 3D print a pair of shoe lasts at the same time anyhow. In fact you may have to break up the last to fit a full lize last into your 3D printers build envelope. If you need to break up the last try printing with the heel down, then the other side with toe down. This will give you an accurate surface to bond the 3D printed lasts together in the middle. #3. Stand it up, we have found that printing you shoe last heel down pointing straight up is the best way to go. We set up our Makerbot Z18 to Print with 0% inside fill, 2 shells, rafting ON and exterior support ON. We were not so sure how clean the last would print but after a 1/4 size tested with great results, we went full size.
Here you can see the raft and support on our 3D Printed Men’s 9 test is very small. I was worried the last would pop off during the print but the Z18 build plattform adhesion is excellent If you need a more durable last for your project then we suggest you fill you 3D printed last with resin or expanadable foam. You could also Incease the shell thickness or add some fill (even 5% will make a big difference)
#4. Post finishing your 3D printed last. The Toe tip printed very clean and the heel just needed a little touch up to smooth away the support structure.
We plan to use this 3D orinted to tape some up some patterns as we start up some new designs for 2017. See how to tape a last and draw patterns here.
Learn How to 3D Print a Shoe Last: 4 easy steps
#1 Get your File
You will need a .STl or other CAD file to print a shoe last. You can download our sneaker last file Here or you can search Thingverse or you can check out CRABCAD.
These are .stl files, so if you need a size other that US 9 you maybe in for some CAD work. Most CAD programs will allow you to make a surface Mesh from the .STL files. It will take some time to get the last modeled. Really tricky if you need to make a size change. Shoe lasts don’t resize or “Grade” in a linear fashion.
#2 Get ready to print
Now that you have your last file you should break it up so you have one side. I don’t recommend that you print two lasts at one time. Not many machines are large enough to 3D print a pair of shoe lasts at the same time anyhow. In fact you may have to break up the last to fit a full lize last into your 3D printers build envelope. If you need to break up the last try printing with the heel down, then the other side with toe down. This will give you an accurate surface to bond the 3D printed lasts together in the middle.
We have found that printing you shoe last heel down pointing straight up is the best way to go. We set up our Makerbot Z18 to Print with 0% inside fill, 2 shells, rafting ON and exterior support ON. We were not so sure how clean the last would print but after a 1/4 size tested with great results, we went full size.
Here you can see the raft and support on our 3D Printed Men’s 9 test is very small. I was worried the last would pop off during the print but the Z18 build plattform adhesion is excellent If you need a more durable last for your project then we suggest you fill you 3D printed last with resin or expanadable foam. You could also Incease the shell thickness or add some fill (even 5% will make a big difference)
The Classic Sneaker Last
Stop searching! The classic Sneaker last is instock. Ready for your DIY shoe making projects. We have your size and bottoms that fit.
Learn more
On sale $79.99
#4. Step 4 Post Finishing
Post finishing your 3D printed last. The Toe tip printed very clean and the heel just needed a little touch up to smooth away the support structure.
All the hard find parts for your DIY shoemaking project are here in one place. Lasts, soles, materials, tools and pattern making text book included. Your shoe size is in stock.
Learn more
On sale $200
When shoes are made overseas they need to be transported to their final market. Transportation is the act of moving it, but today I want to talk about importing shoes and import duty. We wish it was so easy just to put the shoes on a boat and sail them here! so easy! right? Nope.
A standard Shipping Container
Once your shoe production run is finished the shoes are placed into an ocean freight container. You have seen these giant boxes. They are exactly the size of a 40 foot trailer on a semi truck. The standard size is 40 feet by 8 feet by 8 feet and holds about 5000 pairs. There is the half size 20 footer and the Extra Large 40 foot High Cube (about 1 foot taller than the standard 40. This is the standard shipping method FCL (full container load) vs. LCL less than container load or as loss freight. Try to avoid LCL as it’s more expensive and takes longer and merchandise is not protected as well as when sealed in a metal shipping container. Once your shoes are in the container they will be trucked to the freight harbor and delivered. This is handed by the Freight forwarder or the factories Freight forwarder. The Freight forwarder is the company that arranges shipping and handles the export and import documentation. They are responsible for passing the shipping documents to Customs officials of the exporting and importing countries. The forwarder contacts the shipping lines and schedules your container to meet the vessel traveling to your import harbor. Because ocean shipping from china to the USA takes 15 to 20 days the forwarder has time to get your import documents processed before your shipment lands.
Shoe import duty depends on the country of origin and the destination country. I’m going to talk about the import duty regulations for importing shoes from China to the USA. The rules to classify shoes are common while each importing country may have different duties.
Footwear Import Duty Regulation Course
Minimize Import Duty Charges and Avoid Costly Errors To avoid customs clearance delays and costly fees, footwear designers, developers, and brand managers must understand the import duty regulations for shoes.
For a shoe to be imported first it must be “Classified” this tells the US government what you want to import and tell you what the import duty is. A large shoe company will have an inhouse import specialist that will review the shoes and assign the classifications. It’s very important for you to know the duty classification as the duty must be added to your shoe price. We call this “landing” or the “Landed Price” This includes all the freight charges and the importing duty. A quick word about the shipping. This isn’t hard to hard calculate. The container rate, document fees and inland transport divided into the number of shoes in the container. For a full container load of 500 pairs in a 40 foot container the shipping from China to the West coast of the USA is around $.75 cents per pair..
Your shoes must be “Classified” according to the HTS or the USA “Harmonized Tariff Schedule” This is a huge book over 8 inches thick! But you can use the PDF HERE or look the search from the USA HTS web site. to classify your shoes. There are many sections for shoes, it’s complicated and can be a little daunting but I’m here to help. For the common shoes types there are only a few HTS codes you need to know. Now some the rules may seem a little nuts but that’s how it goes. Why do Snowboarding boots have ZERO duty? Because the Senator from Vermont knows Jake Burton and they figured it out.
https://vimeo.com/835921862
This online course will teach you the footwear classification rules, important HTS codes, and tariff regulations.
The Shoe Dog will tell you all about!
Once you shoe is classified you can assign it’s HTS code to the shipping documents so the US customs officials can send you the bill. Actually your freight forwarder will add this to your customs clearance invoice. The HTS is a 10 digit code – like this 6402.19.05.30
Shoe classification are based on material, function, gender, size, construction and it’s value. When reviewing a shoe you need to consider it’s majority material (over 51%). Is it natural leather? or made from R/P “Rubber plastic”. Leather shoes are 8.5% to 10% Duty (based on the FOB price). So a suede leather skate shoe would be 8.5%.
A High Duty Textile Shoe 20% +.90 Ouch!
The same design made from R/P or synthetic materials would be 20% +.90 cents if it’s price is less than USD $12.50! Or it’s more than $12.50 just 20%.
If you are a shoe designer, developer or Product manager need to know this stuff! Maybe adding $.05 cents to a shoe price can save you +.90 cents in duty.
As a shoe designer or Product manager you should sit down with your import classification specialist and get to know how this works in detail. When planning your product line designing duty efficient shoes can save your company big bucks and deliver less duty payments to the US government and more value to your customers!
Are you ready to supercharge your footwear career? With our exclusive All Access Pass, you’ll unlock the full potential of Shoemakers Academy’s online courses. Gain complete access to our extensive catalog. 125 shoemaking lessons and over 35 hours of expert video instruction from none other than “The Shoe Dog” himself. Grab the All Access Pass and fast-track your way to success in the dynamic world of footwear!
How big are shoe factories? Shoe factories come in all shapes and sizes. In the business when you’re talking about the size of the shoe factory you are talking about how many lines are in a factory. When you say lines, you mean actual assembly lines so a small factory will have just one or two lines. These small factors are getting rarer and rarer these days most factories are a bit larger 5 to 10 or 20 lines or more.
How many pairs can one shoe assembly line will make. One assembly line 1000 to 1500 pairs per day of a simple shoe. Now assuming a shoe factory will be operating about 300 days a year roughly 50 weeks time six days a week, with overtime, roughly comes to about pairs of shoes from one assembly line per year, so a 10 line shoe factory could make 3 1/2 million pairs of shoes and one year.
The extra large shoe factories that makes shoes for a big brand like Nike or Adidas Reebok or Under Armour may have many lines in one complex. When I say complex I mean huge property. I’ve worked at a factory with 40 production lines and 20,000 workers with a capacity to produce approximately 20 million pairs of footwear annually. The site has 20 buildings and site covers approximately 500,000 square meters.
It’s common for a shoe manufacturing complex to have many factories inside one complex so in the smaller factory buildings will be roughly a 5 or 10 line factory self-contained in one building anymore than assembly lines in one building just makes the building too big. You might typically find a unit of five lines so this building will be roughly 125 yards long and to get five lines side-by-side you may have another hundred yards wide this building in order to support the assembly operations for five lines you’ll need to 10 stitching lines so that may take up 2 floors.
In Southern China the factories will tend to be multi story buildings but as you go further north or further west into the interior of China, where the property is not so valuable, the factories will be spread out and they’ll be single-story steel framed aluminum sided buildings.

 This Shoe Specification Drawing Pack is all you need to get started detailing your own shoe designs. This pack contains a technical spec drawing which is a fully detailed shoe design ready for your creative touch. Upper views, outsole designs, material specs, and colors are all included. This is how a pro prepares a shoe design for the factory. This 8-page drawing set is in Adobe .pdf format and Adobe Illustrator .ai live vector file. No shoe design spec pack is complete without the flat pattern. We have included the actual factory-made flat pattern for this shoe in Adobe .pdf format and Adobe Illustrator .ai live vector file. From this drawing pack, we created a real shoe specification document so you can see exactly what a shoe factory needs to bring your shoe design to life. The fully detailed spec contains line items for shoe parts, material specs, and colors. The file is in Microsoft .xls format. To complete this spec pack we have included a real factory outsole blueprint with every part called out. You can see all the details in PDF and live vector .ai formats.
This Shoe Specification Drawing Pack is all you need to get started detailing your own shoe designs. This pack contains a technical spec drawing which is a fully detailed shoe design ready for your creative touch. Upper views, outsole designs, material specs, and colors are all included. This is how a pro prepares a shoe design for the factory. This 8-page drawing set is in Adobe .pdf format and Adobe Illustrator .ai live vector file. No shoe design spec pack is complete without the flat pattern. We have included the actual factory-made flat pattern for this shoe in Adobe .pdf format and Adobe Illustrator .ai live vector file. From this drawing pack, we created a real shoe specification document so you can see exactly what a shoe factory needs to bring your shoe design to life. The fully detailed spec contains line items for shoe parts, material specs, and colors. The file is in Microsoft .xls format. To complete this spec pack we have included a real factory outsole blueprint with every part called out. You can see all the details in PDF and live vector .ai formats.












 Included: Shoe Production Specification
Included: Shoe Production Specification
 Included: Shoe Technical Drawings
Included: Shoe Technical Drawings

 Included: Shoe Outsole Blueprints
Included: Shoe Outsole Blueprints



 Running Shoe Parts Terminology:
Running Shoe Parts Terminology: The molded footbed is a must for performance athletic shoes, the contours will support the foot and hold the foot in place. Hiking, hunting and military boots need a molded footbeds. The strobel shoes may be a thinner as the inside of the shoe will have more contours from the last and molded midsoles. Stiffer board lasted boots should have a molded footbed to provide support and fill up the square corners near the edges.
The molded footbed is a must for performance athletic shoes, the contours will support the foot and hold the foot in place. Hiking, hunting and military boots need a molded footbeds. The strobel shoes may be a thinner as the inside of the shoe will have more contours from the last and molded midsoles. Stiffer board lasted boots should have a molded footbed to provide support and fill up the square corners near the edges. The die cut footbed can the the cheapest piece of junk or it can be really plush. Die cut does not have to mean cheap. Yes the most basic shoes will have thin die cut footbeds made of soft
The die cut footbed can the the cheapest piece of junk or it can be really plush. Die cut does not have to mean cheap. Yes the most basic shoes will have thin die cut footbeds made of soft 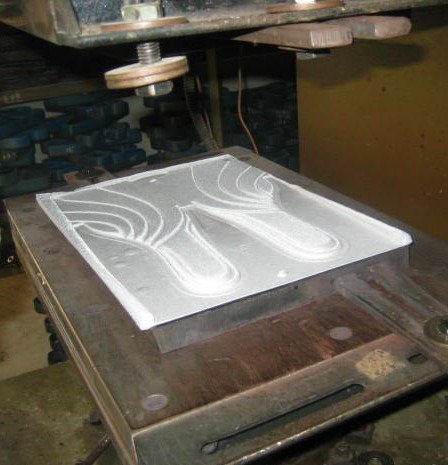 EVA foam that will last just a few weeks. High end shoes can have really nice leather-covered die cut footbeds made with multiple layers of high quality long lasting PU foam, neoprene rubber or gel sheet. Fashion
EVA foam that will last just a few weeks. High end shoes can have really nice leather-covered die cut footbeds made with multiple layers of high quality long lasting PU foam, neoprene rubber or gel sheet. Fashion





 The outsole tooling for athletic shoe is the most complicated and most expensive piece of equipment required for production. The outsole tooling for footwear comes in many different styles and configurations. Shoe outsoles are made from many different types of rubber, plastic, foam, leather or fabric each requiring it’s own tooling requirements and manufacturing technology.
The outsole tooling for athletic shoe is the most complicated and most expensive piece of equipment required for production. The outsole tooling for footwear comes in many different styles and configurations. Shoe outsoles are made from many different types of rubber, plastic, foam, leather or fabric each requiring it’s own tooling requirements and manufacturing technology. It’s critical that you understand the Tooling and manufacturing requirements for each outsole type. If you are designing for Nike go ahead and design a complicated outsole with blow molded air bags, plastic injections etc…. The sky is the limit. $20,000 per size is no problem. If the production is a million pairs $150,000 for the tooling is no problem. However if you are start up strapped for cash, a cup sole unit is $1400 per size is more realistic.
It’s critical that you understand the Tooling and manufacturing requirements for each outsole type. If you are designing for Nike go ahead and design a complicated outsole with blow molded air bags, plastic injections etc…. The sky is the limit. $20,000 per size is no problem. If the production is a million pairs $150,000 for the tooling is no problem. However if you are start up strapped for cash, a cup sole unit is $1400 per size is more realistic.


 Injection EVA Midsole
Injection EVA Midsole

 Classic Rubber Cupsole
Classic Rubber Cupsole
 PU poured Air
PU poured Air
 This outsole is standard vulcanized shoe construction. This is how Vans makes it’s shoes, and how the Converse All Star is made. The sole bottom is bonded to the upper, then striped rubber foxing tape wraps them both. After this assembly operation is done the entire shoe is cooked to cure the rubber making the bonds permanent.
This outsole is standard vulcanized shoe construction. This is how Vans makes it’s shoes, and how the Converse All Star is made. The sole bottom is bonded to the upper, then striped rubber foxing tape wraps them both. After this assembly operation is done the entire shoe is cooked to cure the rubber making the bonds permanent. 





















 How many pairs can one shoe assembly line will make. One assembly line 1000 to 1500 pairs per day of a simple shoe. Now assuming a shoe factory will be operating about 300 days a year roughly 50 weeks time six days a week, with overtime, roughly comes to about pairs of shoes from one assembly line per year, so a 10 line shoe factory could make 3 1/2 million pairs of shoes and one year.
How many pairs can one shoe assembly line will make. One assembly line 1000 to 1500 pairs per day of a simple shoe. Now assuming a shoe factory will be operating about 300 days a year roughly 50 weeks time six days a week, with overtime, roughly comes to about pairs of shoes from one assembly line per year, so a 10 line shoe factory could make 3 1/2 million pairs of shoes and one year.{kind=link}