This question is not so simple as the Nike Corporation makes thousands of different models, so they must be the best? I did see a report that stated Nike makes over 10 million different products, This does sound crazy but they do have sales of over 39 Billion with a “B”. Yes! They make a lot of sneakers but are they the best?
Nike dominates Sneaker markets
There is no denying that Nike dominates some product footwear categories. Any visit to your local sporting good store will show you that. But in the case of shoes best really means the best for you! In basketball and running there is no question that Nike is dominating! The sneakers collectors market is NIKE and then a distant second Yeezy branded shoes.
Nike dominates running Technology
At this moment Nike has ignited an arms race in performance running shoes. The record-breaking marathon times of breaking times of with elite Kenyan runner Eliud Kipchoge are proof that Nike is doing something special. The discussion of banning the Nike Zoom Vaporfly Next% shows that Nike is back into the business of disrupting “the business”.
Are Nike shoes top quality?
Yes. Both the expensive shoes and the cheap Nike shoes are made to high technical standards. When you buy Nike you are buying a well made shoe. This is not so special, the other big brands Adidas for example offer the same build quality. The difference comes in the materials used. A more expensive shoes will have materials that are stronger, lighter , possibly more flexible depending on the model of the shoe.
What shoe is best for you?
But what makes are shoe really the “Best” is how it works for you! The shoe that is best for your foot shape, flexibility, sporting activity and personal style may not be a Nike. Me personally, I don’t own any and I’m a shoe hound for sure, but the Nike running shoes lasts just don’t feel comfortable to my foot.
So you can go with confidence and get a pair of Nikes- Buy them and Love them, If they work for you! But if you are not 100% in love, don’t be afraid to shop around. You may just find a smaller company that makes the “Best” shoe for you!
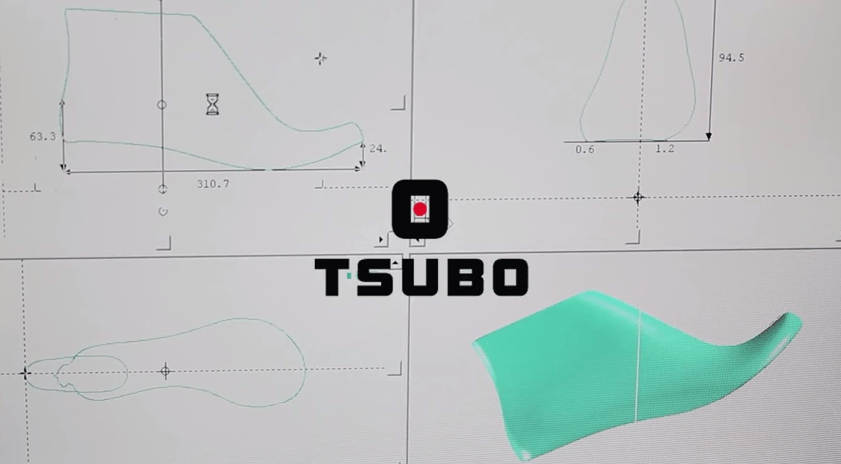
Here is another great shoe making video from the Tsubo shoe company. This shows how shoe lasts are made. They show in a nice step by step video what it takes to make a set of production shoe lasts. You can see the care they take in this process. It’s very important as these lasts will be the foundation of the finished shoes.
A machine to measure a hand shaped last A CAD model of the shoe last is made.
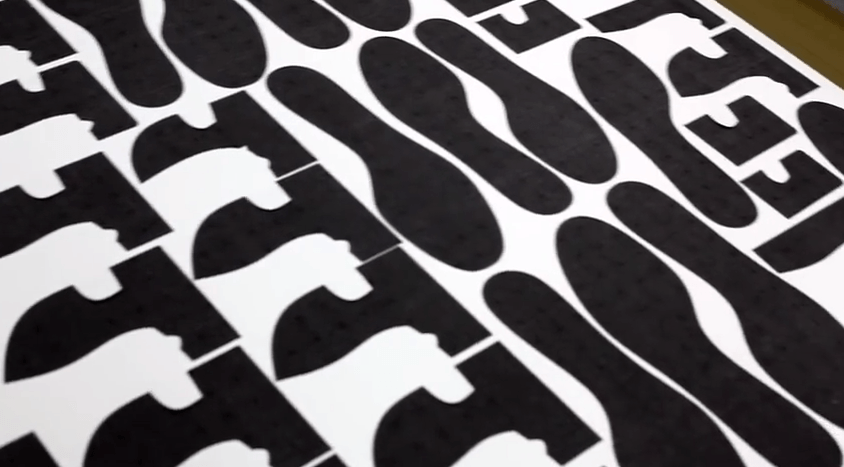
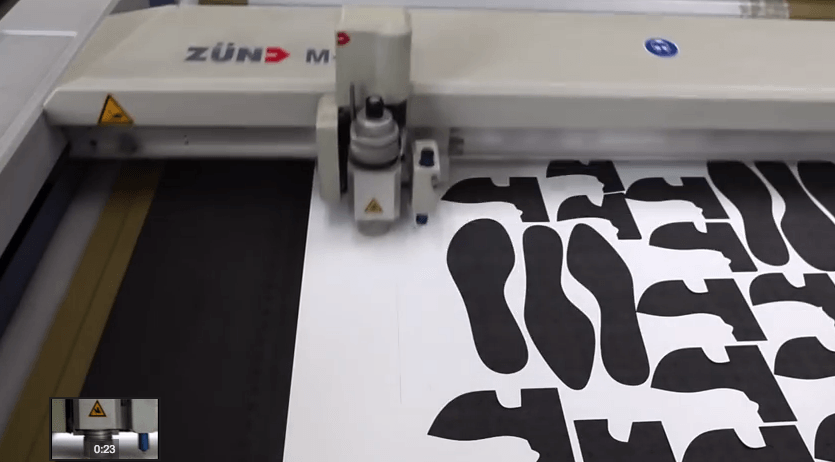
Starting with a machine to measure a hand shaped last, they make a CAD file of the lasts. This computer model of the last is then used to scale or grade the last. Grade means to make each size of the shoe last. This is an important art as the last length and width do not scale equally. For example a size 12 is not twice the size of a 6. The shoe last has a template for the toe and heel The patterns are computer cut
Here you can see they are cutting the pattern templates used to fine tune the shape of each production shoe last. The templates are used to make sure the heel back curve and toe shape are correct. The foot shaped template is called the bottom gauge. You need this to confirm the length and width of the last.
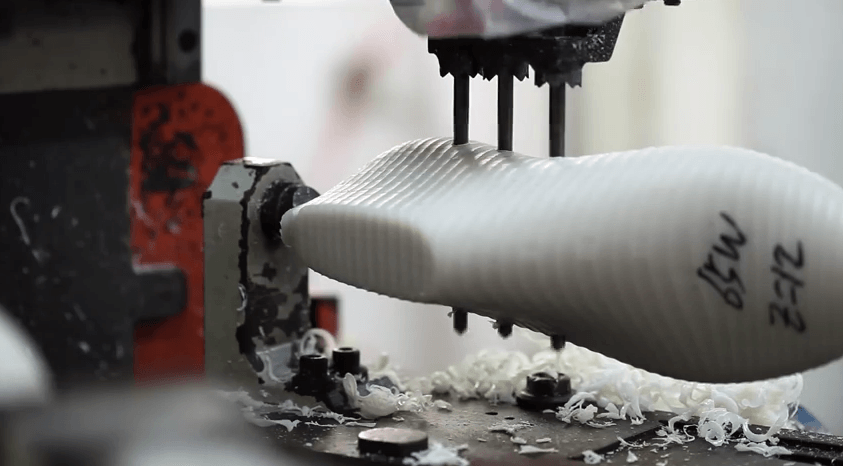
The shoe last starts as an injection molded “blank” The injection molded “blank” is then turned or cut down to the right shape
This is really how shoe lasts are made. They shape the last they start with a injection molded blank roughly the right shape. This blank saves the factory time and money as the shape the last. The left over cuttings can also be recycled. The lasts are quickly rough cut then finely finished using a second machine. This takes just a few minutes
Cuts are made for a hinged last Pins for hinged shoe last
In this video they are making plastic hinged lasts, the hinge allows the shoe last to be slid into and removed for the upper without over stretching or damaging the shoe material.
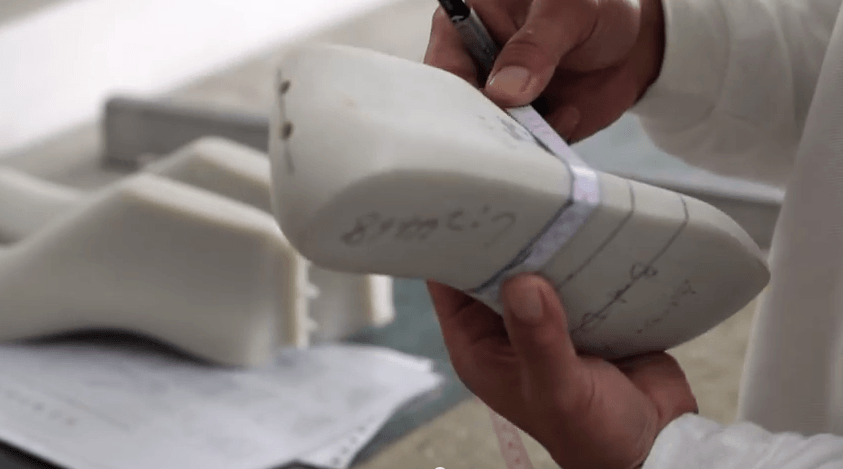
The worker uses the template to check the last The last technician is marking and measuring A machine to measure the shaped last
You can see here the last technician is making and measuring the last to insure the width is correct and the girth measurement around the last is correct. Any mistake can change the fit and shape of the finished shoe. Here the worker is using the heel curve template to shape the shoe last. Each last is carefully buffed to make shoe it’s smooth and can’t damage a delicate leather lining. This final sequence is measuring the shoe last to make sure it’s 100% perfect!
Check out this video which shows how a soft PU foam footbed for shoes is made. This footbed is relatively expensive and heavier when compared to the standard EVA footbed, but it’s much more comfortable. Tsubo is a very high-quality shoe brand, I have a pair myself and they are great shoes!
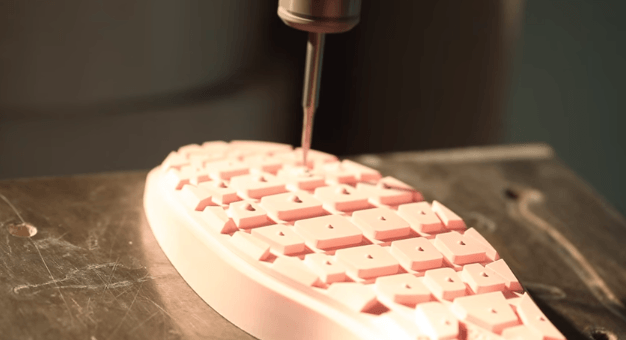
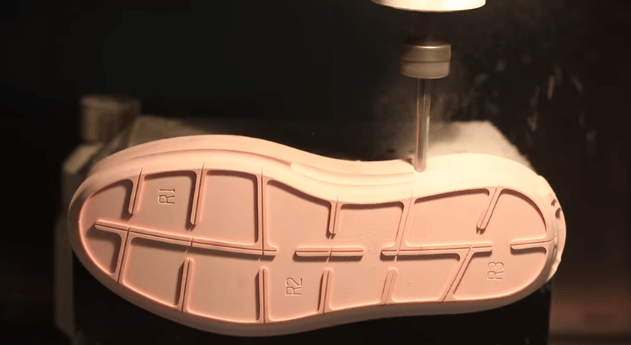
The video starts off in the CNC (Computer Numerical Control) tooling shop. We see what looks like a shoe outsole bottom being cut. This pinkish material is called REN. REN is a medium density polyurethane plastic modeling compound that can be cut to a very high precision. It does not shrink or chip and does not have any air bubbles inside.
PU midsole being cut
PU midsole being cut
Next Step: Steel Casting Shop
Once the REN shape has been cut and finished it heads to a steel casting shop. This part they don’t show in the video, most casting shops keep this process hidden!
Hand finishing the PU midsole tooling
The steel PU midsole mold is ready
Hand Finishing
After the casting operation, the mold parts are hand finished to make sure they are smooth and most importantly they shut tightly without leaks. This happens to be a three part mold. This allows the parts to come free after molding without damaging them.
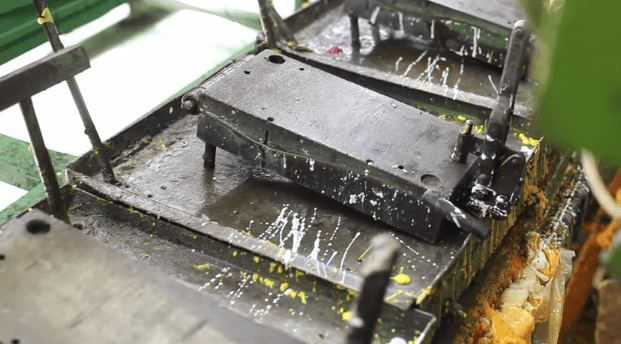
Onto the Pouring Line
The video does not really tell the whole story here at the pouring line. With the soft music playing, you miss the shocking noise of the molds slamming shut, the mold release being sprayed, the compressed air blast to clean the tools, and the rumbling of the molds as they run down the conveyor belt into the ovens and around again for another fill.
PU mold on the conveyor line
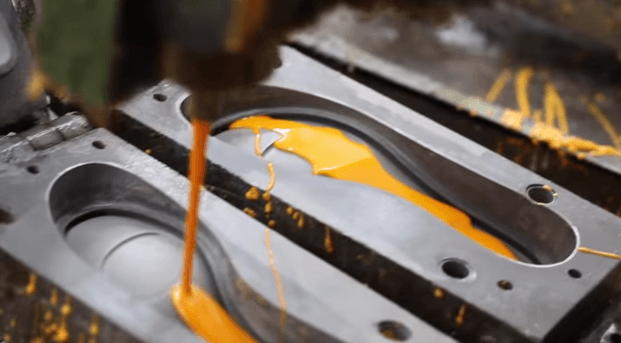
PU being poured into the footbed mold
Here you can see the mixing head shooting the liquid foam into the mold. It’s a heavy liquid that spreads slowly into the mold. In the video, you can see the worker rubbing some of the compound into the sidewall of the mold to make sure the logo is filled without any air bubbles.
PU molds in the line, you can see the mixing head
PU part after molding
Once again, some compound in the mold clamps is used to hold the mold closed. Behind you can see a green wall – that is the conveyor oven. The molds travel in a large oval around and around. Inside the heater, the foam “blows” or expands filling the mold’s cavity with the PU.
Opening The Mold
Once outside of the oven the mold is opened. You can see there is some extra material around the edge. This is okay, this ensures the part is 100% filled and lets any air bubbles escape. This extra material is called mold flash. In the final step, the mold flash is trimmed off.
In the shoe business you will have a chance to travel the world. As a shoe designer or Footwear Product line manager you can visit with customers and factories around the world! During my footwear career I have been lucky enough to work as a Shoe Designer, Shoe Developer, Footwear Product Line Manager, Development manager and Business manager. I have worked all around the USA in California, Vermont, Texas, Florida, Canada, Nevada etc…. you get the idea. There are shoe companies in almost all of the 50 states and in every country in the world.
World wide travel? Yes if you want to! Now there are positions in the shoemaking world that are desk bound with no travel, but from my personal experience the travel is what can make it an interesting and rewarding career. If you enjoy traveling then a career in footwear can be great for you!
Why travel?
Market travel: Having work for “International Companies” that sell product world wide it important to get out and see what is happening in the areas you sell. I personally have visited Australia, Germany, Canada, England, Japan to meet with distributors, retailers and salesmen. It’s a great chance to see and hear first hand what is happening in your markets. The retail dealers in Australia may have a very different system than say the dealers in Germany or Japan.
You can also pick the brains of your distributors, retailers and salesmen. You will get lots of great ideas from listening to their opinions. You may find out your competitors are doing something you had not seen or maybe there is a market for a very different product? or a crazy new trend.
Product design Inspiration: Maybe the rarest of trips in the shoe world, but it does happen. Usually the design manager and staff will travel together to trend leading city. If your design office is located in Southern California it’s useful to send your designers off to New york or London so then can see what is happening!
Sales support: Usually a road trip with a sales rep during a selling tour but often this can be international travel to a major foreign market. Watching your midwest sales rep sell into a sporting goods store will be a very different experience compared to riding along with your Australian salesmen sell into Sydney’s biggest surf retailer. You will learn sales techniques, see how different stores in different territories are merchandised. Maybe build a personal relationship with your international salesmen and customers. Definitely will allow you to improve your salesmen and customer product knowledge. I have found once they know you are the designer or Product manager they can’t to tell you their new product ideas.
Face time with customers. Of course face time with your customers is a great thing. Seeing how they make their purchase decisions is key to how you present your product. A good sales rep will know the buyers style can can modify his presentation to maximize sales results.
Industry Trade shows / Industrial shows / Material shows / Sports shows:
Working a trade shoe booth of a week can be a mind numbing experience, soul crushing footsore experience but it can also be hilarious fun, insightful and inspiring!
With your eyes and ear open, note pad in hand an industry trade show is a perfect place for you to see what is happen in your industry. It’s a chance to see your competitors merchandise up close and even a chance to introduce yourself. Todays competitor could be tomorrows employer or new employee for you!
Industrial shows can be a very useful for a designer. Seeing new manufacturing techniques not shoe specific can give you many ideas for your next project. Material shows tend to be smaller, but again it’s a great place to see what’s new fast.
The NE shoe material show is put on in Massachusetts for the East coast brands while the NW shoe material show is put on in Portland for Nike and the west coast shoe brands.
Factory Visits:
Visiting your supply factories is critical for your professional growth. As a Designer it’s important, as a Product Manager it’s critical as a Developer it just part of your job. I recommend you beg borrow or steal to get a chance to see what happens in the assembly factory.
You will see the Facility. The most basic observations can tell you much about the care being taken for your products. Is the shoe factory clean? Is it organized? Is there product on the floor, stacked neatly or piled in heaps. What is the condition of the equipment? Is the the factory cold and damp or moldy?
What equipment is there? Is there a new or old machine that you can use for a new process or design. Visit the sub contractor. Some parts are made outside of the factory, take a drive. See how that sub assembly is really made. You may not be able to spy around a Nike contracted shoe factory but you can visit the some of the same suppliers.
Many shoe factories do build product for related or competing brands, so you may see something being made for one of your competitors. Many factories will take on smaller brands to fill production space and to cultivate new customers. No ones knows what brands will be the next Nike or Under Armor. A large factory complete may have 10 shoes brands running at once.
Quality inspections:
Walk the shoe assembly line from beginning to end. You will see the good and the bad. DO IT. It’s key that you do. If they see that you care, they will make the effort.
Personal relationships with factory staff:
If the factory people know you and like you they will be happy to work hard for you. If you take care to be nice and get to know the staff it will pay off. A basket of fruit or small gifts for the sample makers will pay off the crew will make the extra effort for you. If you are jerk….don’t expect the same results.
Manufacturing capabilities:
You can see first hand the techniques they use and equipment they have.
Manufacturing intelligence:
See what is going on inside the factories. May factories are shared by brands you can see what is really a hot seller.
Personal Capabilities:
It’s key to get out and meet with the people you do business with particularly when doing work in a foreign country. Once you understand how they think or their level of language skills it will make your work easier.
The X-Factor:
Some how by magic the stalled projects come to life if they know you are coming to visit!
Happenstance:
You just don’t know who you will meet or what you will see….
*I’m going to make a full disclosure here. In my shoe making career I’ve made shoes in Korea, Taiwan, Vietnam and China with 90% of that being done in China. My passport will attest to over 50 visits to the mainland beginning in 1996.
So is China a good place to make shoes? Yes it is! But you have to be careful. I’m not talking about personal safety. No, I mean as in all business dealings who are you really working with. In China, brokers, agents, silent partners and trading companies abound. It can be a challenge to get down to the actual factory owner, but well worth the effort. Big shoe companies all buy directly and have lasting partnerships with the shoe factories.
Can I get a quality product from China!
Yes you can! Nike, Adidas, Puma, Vans, Under Armor all source high quality shoes from China. Is it easy? Nope. It takes continuous effort and continuous inspections to maintain quality. Not because the factory is trying to rip you off or cut corners but because the brands demand high volume, lower prices and efficiency. In my experience most quality problems are not willful deceptions, more likely human factors, unintended consequences or honest mistakes. That said when a shoes arrives with poor quality raw materials I see a QC system that was paid off or broken or inept.
The big brands actually drive the industries quality and enforcement of local labor laws. A Nike contracted factory will have the highest quality and most rigorous inspection policies. Are the workplace standards the same as the USA and Europe? Not a chance, but high quality merchandise can’t really be made in a dark and dirty sweatshop. That said there are some jobs and operations in the shoe factory that are hard, dirty and tedious. But in my travels the shoe factory jobs are better than standing knee deep in a sodden rice paddy or breathing coal dust in a deadly Chinese mine.
Personally, it’s an ego rush to see hundreds of people busy working on a design from my own hands. Knowing they are earning money for their families just like I earn money for my own.
Can I get a job in the shoe world? Do you want a job at a shoe factory? Probably not. More likely you want a job at a company that designs, markets and sell shoes! You want to work for a brand like Nike, Adidas, Puma, Vans or DC shoes. You want to be a sneaker designer to a sneaker stitcher.
So, what kinds of jobs can you get and what do you need to know?
There are many shoe making jobs which do not require sitting in front of a sewing machine in Asia. I’m going to list a few of the common jobs you would find in a typical shoe development office.
Shoe Designers:
Someone has to draw the shoes. Depending on who you ask, this is the easiest part or the hardest. The shoe designer has to draw what people want on their feet. Hmm..
To be a shoe designer, art school would be a great help. There are many great design shools with ID, merchandising and fashion design. A degree in Industrial or Product design is a great place to start. But that said, if you can draw shoes like a bandit who needs higher education? The designers draw the shoes, then work with the developers to make the prototypes just right. Picking color trends and knowing what is cool are critical skills.
Shoe Developers:
Not a shoe designer but critical to getting the shoes made. It’s the shoe developers job to take a nice drawing and make it into a real shoe you can wear on your feet. The developer is the guy that writes the technical specifications, checks the blue prints, and communicates with the shoe factory.
The shoe developers job is to get the shoe made and keep the free thinking designers from making a beautiful shoe that is cruel to wear. Developers are the shoe prototype engineers and schedule keepers. To be a developer you may start as a designer, an intern or assistant. Be ready to travel!
Product Managers or Product Line Managers: The Footwear Product Manager or “PM” is the person that sets designer and developer in motion. It’s the PM’s job to figure out what to make. The PM will tell the designer what kind of shoe to make. PM’s responsibility is to work with the sales team and customers to find out what they need. The PM is also tasked with looking forward. What will people need next year? What color shoes will be trending? Experience in retail or sales is a big help. Designer and developers are often promoted to this position. A marketing degree will help.
Footwear Sample Coordinator:
A busy development office will have hundreds of shoes coming and going. The Sample Coordinator is the traffic cop that tracks where the shoes are. Are the samples still in China? When is the factory going to ship them? Does Fed-Ex need more paperwork to manage the import? The sample coordinator position is a great entry level position for learning the operations of shoe development.
Shoe Sales Representative and Sub Rep:
Selling shoes is great way to get involved. The sales force is exposed to many aspects of the shoe trade. An active sales rep can help shape the product line. On the front line selling the shoes, the salesmen know first hand what customers are looking for. A salesmen can get promoted into a Product Line Manager position.
Working at a shoe store:
Believe it or not, working in a shoe store is a great place to start for a high school or college student. Learn about shoes, meet the local sales reps and sit in with the buyers when they review the new shoe lines.
I have pulled together this Shoemaking Dictionary of Terms to teach you the shoe parts and trade terms you will need to know. You will need to know these terms if you want to learn about how shoes are made. This concise shoemaking dictionary will help you get started. These shoemaking and footwear construction terms are important to all who want to study shoemaking. This is the same shoe parts glossary as found in the book “How Shoes are Made”.
Action Leather Suede cow leather that is covered with a thin coating of Polyurethane. The coating can be any color and can be embossed with a roller. The final product is generally a solid color leather looking product. This material is still classified as leather for import duty. Almost all white sneakers are made with action leather.
Aglet The Shoe Lace Aglet is that little plastic or metal on the end of the shoe lace.
Alcantara Microfiber Synthetic Leather. These high quality micro fiber suede materials can be expensive but they are great for use on shoes, gloves, linings and trim.
Amara Microfiber Synthetic Leather. These high quality micro fiber suede materials can be expensive but they are great for use on shoes, gloves, linings and trim.
Amortization or Amortize A factory customer and the factory agree to pay for shoe tooling piece by piece. The tooling is amortized ,but adding a small charge to each pair of shoes. For Example a $10,000 tooling bill make be payed by adding $.50 to the first 20,000 pairs sold.
Blow molding The blow molding process begins with melting down the plastic and forming it into a parison or in the case of injection and injection stretch blow moulding a preform. The parison is a tube-like piece of plastic with a hole in one end through which compressed air can pass.
The parison is then clamped into a mold and air is blown into it. The air pressure then pushes the plastic out to match the mold. Once the plastic has cooled and hardened the mold opens up and the part is ejected.
Shoe cement Bonding Margin The amount of space required to have a cement bond. If the rubber has only a 2mm bonding margin the outsole may peel off the outsole. A 12mm bonding margin would be better.
Rubber BR-9000
Butadiene (Polymer) Synthetic rubber made from petro chemicals Rubber SBR1502
Styrene-butadiene (Polymer) a common ingredient in synthetic rubber.
Brannock device. You’ve seen this tool in every shoe store. This is the standard for measuring feet. If you’re developing footwear, you must have a Brannock device in your office. When a tester says a shoe fits loose or tight the first thing you need to do is measure their feet against the machine. The Brannock device will give you the length and width measurements. Remember to measure both left and right Feet! Also use your flexible measuring tape to measure the ball girth.
Buff or Buffing To remove material by a sanding or roughing process. For example, EVA midsoles are buffed before assembly to help break the smooth surface for better adhesion to the upper. The shoe factory will use a metal or stone wheel.
Shoe Cement or Contact Cement
Shoe cement is usually solvent or water based PU contact cement. Each part is coated with the cement and allowed to dry. The surfaces are then pressed together. Pressing is critical for a good bond. The PU cement cures in minutes, but a full cure may take days.
Cement or Board Lasting A lasting process where the insole board (cardboard or Texon board) is inserted onto the last bottom and the lasting margin (excess) material of the upper is lasted/pulled) onto the board and cemented to the insole board. Shoes of this type are usually stiffer and heavier. A special machine is used pull the upper and cement in place.
Chemi-Sheet A non-woven reinforcement material that is impregnated with a chemical hardener that sets with application of heat or another chemical. Used commonly for heel counter reinforcement on really cheap shoes.
Chamude Microfiber Synthetic Leather. These high quality micro fiber suede materials can be expensive but they are great for use on shoes, gloves, linings and trim.
Cold Cement shoe making process Bonding process to attach the upper to the outsole that does not require the upper to be placed into an oven. The outsole unit made of rubber and EVA foam is completely cured. PU cement, Water massed of solvent based is used to attached the sole unit to the lasted upper. Cold cementing does require heating tunnels to dry the surface primer and cement. Typically the upper and outsole receive one layer of surface primer and two layers of shoe cement before they are fit together. Once the parts are fit together a hydraulic ram is used to press the parts, typically 3 operations from the top, sides them front to back.
Shoe Collar or Top Line The opening area of a shoe at the top.
Rubber sole Color Dam A color dam on a shoe bottom is a raised ridge and/or groove in a mold to stop the flow of rubber. A sneaker shoe bottom will have color dams dividing all the colors on the sole.
Colorway A color/material combination. A model of a shoe may have many colorways.
Compression set or Compression resistance For foam products in shoe manufacture we like to know how long foam will last if we build it into a footbed or shoe midsole. Simply put the compression set is how much a foam will bounce back after being compressed. Compression set is measured in a Percentage. A foam that resists compression could have a score of 4%, a foam that is badly damaged by impact may have a score of 45%.
Poor quality EVA will have a high compression set value. High quality PU foam will last forever with a very low compression set.
Containers or Shipping containers, Ocean containers The standard 40 foot long ocean container the size of a 40 foot trailer on a semi truck. The standard size is 40 feet by 8 feet by 8 feet and holds about 5000 pairs of shoes. There is the half size 20 footer and the Extra Large 40 foot High Cube (about 1 foot taller than the standard 40.
Corrected-grain leather Corrected-grain leather is any leather that has had an artificial grain applied to its surface. The hides used to create corrected leather do not meet the standards for use in creating vegetal-tanned or aniline leather. The imperfections are corrected or sanded off, and an artificial grain embossed into the surface and dressed with stain or dyes. Most corrected-grain leather is used to make pigmented leather as the solid pigment helps hide the corrections or imperfections. Corrected grain leathers can mainly be bought as two finish types semi-aniline and pigmented.
Cosmo
The Brand name of a common non-woven upper lining and reinforcement material. Used in all types of sneakers.
Cupsole or Cupsole unit A shoe outsole type made of one piece of rubber. Called a cup sole as the sole unit “cups” the upper. Inside the cup can be EVA foam for rubber ribs egg crate pattern.
Cut and Buff Midsole The cut and buff shoe midsole is the classic running shoe construction. The Nike Cortez and many New Balance classic use this assembly method. A cut and Buff misdole is made by cementing of profile cut EVA to a flat rubber midsole. The profile of the EVA makes the toe tip thinner and the heel thicker. Once the EVA is bonded to the rubber the parts are die CUT to the correct outline shape. The assemble is taken to and angled grinding stone to the have the side angle BUFFED.
Shoe parts Cutting Traditionally called ‘clicking’ or “clicker cutting) is simply the cutting of shoe materials. There is an art to cutting leather due to the nature of the materials’ grain. The cutting is made by a cutting die.
Shoe parts Cutting Dies Used to cut out shoe parts. These steel cutting dies look just like cookie cutters. Each die is coated with rust proof paint and marked with the shoe size and model number. Making a shoe requires hundreds of dies. One die for each part, for every size of a shoe.
Cutting interlock loss Interlock loss is the material lost when a big pattern part is cut. For example a classic one piece hiking boot pattern can’t fit closely on the hide. The material in-between the parts is lost.
Cutting loss Cutting loss is the material left over once the shoe parts are cut from a material. Depending on the material type the cutting loss can be between 2% to 15%. The cutting loss also depends on the size and shape of the parts being cut. Mech will have a low cutting loss, leather may be higher. It’s important to keep the cutting loss to a minimum as this loss will be added to the cost of the shoe. A skilled cutter will save the factory money!
Cutting Yield Sort of the reverse of the cutting loss but not exactly. A large shape cut from a small piece of material will be low yield. A small part cut form a big piece of material will be high yield. The larger the width of a material roll can increase the cutting yield.
Denier Denier is how thread weight is measured. 1 denier = 1 gram per 9000 meters of thread. Typical deniers are 110D for very light weight fabric, 420D to 600D are common in shoes, 1000D for boots & bags.
Design Brief The Shoe Design Brief contains all the critical information for the footwear designer. Information like, who is this shoe for? What sport is the shoe designed for? What price is planned for the finished item? For What country? A detailed design brief will contain much of the information the shoe designer will need to get started.
Designers or Shoe Designers Someone has to draw the shoes. Depending on who you ask, this is the easiest part or the hardest. The designer has to draw what people want on their feet. Hmm..
To be a shoe designer, art school would be a great help. A degree in Industrial or Product design is a great place to start. But that said, if you can really draw like a bandit who needs higher education? The designers draw the shoes, then work with the developers to make the prototypes just right. Picking color trends and knowing what is cool are critical skills.
Developers or Shoe Developers Not a shoe designer but critical to getting the shoes made. It’s the footwear developers job is to take a nice drawing and make it into a real shoe you can wear on your feet. The shoe developer is the guy that writes the technical specifications, checks the blue prints, and communicates with the shoe factory.
The shoe developers job is to get the shoe made and keep the free thinking designers from making a beautiful shoe that is cruel to wear. Footwear developers are the shoe prototype engineers and schedule keepers. To be a shoe developer you may start as a designer, an intern or assistant. Be ready to travel!
Die Cut EVA Midsole The die cut EVA midsole is simple way to add cushioning foam into the bottom of a shoe. The shoe sole will have a cavity molded into the rubber. A piece of die cut foam is simply glued into the cavity. The Die Cut EVA midsole can be flat or the EVA can be profile cut. This EVA is not visible from the outside of the shoe. It will be surrounded by the sole unit and it will be under the lasting board or stroble sock.
Die Cutting
Must shoe parts are made by die cutting. The cutting die looks just like a big cookie cutter, but this cookie cutter has a sharpened steel edge. Each shoe part will require it’s own cutting die.
Double lasting Double lasting is when a single shoe undergoes two lasting operations during assembly. The lasting operations maybe to pull a leather lining tight with no wrinkles or to pull a water proofing lining tight. The second lasting operation would be the shoe upper. Double lasting is often used to “hide” a molded foam midsole inside the shoe.
Durometer Durometer is the hardness of a material. You will need to specify the durometer of all the shoes rubber, foam and plastic parts. You will need a 2 different durometer testers. Asker “C” is the EVA standard. 25 “C” is very soft, 55 “C” is a standard midsole 85 “C” like wood. For rubber plastic you will need a Shore “A” tester. For a rubber outsole Shore “A” 55 is good for rubber. Above 60 your rubber will be stiff, heavy and slippery. The durometer scale was defined by Albert Ferdinand Shore, who developed a measurement device to measure Shore hardness in the 1920s.
Egg Crate Rubber Midsole The Egg crate pattern of square or diamond shape walls may fill the heel of a solid rubber boot sole. They save weight but allow for sturdy sole unit. Egg crate may also be used to replace foam inside the midsole of an inexpensive shoe. Egg crate may also be used to level the inside surface of a rubber outsole to allow sheet cut midsole to fit properly.
EVA or CM EVA foam
Compression Molded EVA or Ethylene vinyl acetate. A foamed midsole material that offers good cushioning and compression set. Nike likes to call theirs “Phylon” but it is the same stuff whatever you call it. The most common foam for shoe midsoles. easy for for by cutting, molding, injecting. It’s light and durable. EVA can be made in many grades depending on the compound. More or less filler, more or less vinyl acetate in the mix. can be made pillow soft or rock hard.
EVA Ethylene vinyl acetate is the copolymer of ethylene and vinyl acetate. The weight percent vinyl acetate usually varies from 10 to 40%, with the remainder being ethylene. The most common foam used for shoe cushioning. EVA can be hot pressed or cold pressed, can be made in any color, in a range of hardnesses. This material can also be made by injection. EVA is the most common midsole padding but is also used in shoe uppers.
Ex-Works Price Purchase Term
When you negotiate a shoe price you need be clear on where the finished shoe is to be delivered. Ex-Works means the Price does not include any shipping . The buyer would be responsible for collecting the product from the factory.
Eyelet
A hole through which you lace up a shoe.
Eyestay The part around the lace opening (throat of the shoe). Can feature webbings, eyelets, etc.
FOB Free On Board Purchase Term When you negotiate a shoe price you need be clear on where the finished shoe is to be delivered. In most cases the shoe price will be stated as FOB (the nearest freight harbor). In south China it would be FOB Yantian. So the seller is responsible for the inland trucking the goods to the the freight terminal. (see Ex-Works Price)
Footbed Footbed or insole is the foam padded mesh that your foot stands on. May be removable or may be cemented in. High end shoes will be molded EVA of PU foam. Low end shoes will be die cut EVA. Also called Sockliner.
Foxing tape On vulcanized shoes the Foxing Tape is the rubber band the makes the side wall of the shoe sole.
Full Grain leather Full-grain leather refers to hides that have not been sanded, buffed, or snuffed (as opposed to top-grain or corrected leather) to remove imperfections (or natural marks) on the surface of the hide. The grain remains allowing the fiber strength and durability. The grain also has breathability, resulting in less moisture from prolonged contact. Rather than wearing out, it will develop a patina over time. High quality leather furniture and footwear are often made from full-grain leather.
Girth The girth is the measurement around an object. When measuring a last you need to know the Ball Girth, Instep Girth and Heel Girth.
Glue allowance or Glue Line The standard glue allowance is 2mm. The outsole glue may be applied up to 2mm above the outs top edge. This allows a good bond – but too much can turn yellow later and not looks good.
Grade Grade is the quality of an item. A-Grade is good. B-Grade has flaws can be sold at a discount. C-Grade can’t be sole, must be destroyed or repaired if possible.
Grading or Size Grade Making different shoe sizes. The sample size or development size is usually Men’s 9 and Women’s 7. Once the sample is confirmed, extreme sizes are made size 5 and size 12. Then all the sizes are graded. The word is a noun and a verb. Can I see the size grade? or, the pattern master is grading the pattern. The pattern grade is now done by computer then checked by the pattern master.
Heel counter Internal or external, the heel counter is the pattern part that covers the heel of the shoe. The internal heel counter can be made of rubber (for vulcanized shoes), thermo plastic (for cold cement shoes), chemi-sheet (for really cheap shoes), or leather for dress shoes. Depending on the shoe type the counter can be thin and soft or stiff and sturdy.
Heel Notch At the back or shoe shoe’s top line, above the heel counter the shoe may have a dip in the center. This is the heel notch.
Heel Lift The heel lift of a shoe or shoe last is the dimension specified for the heel height above the ground. This is determined by the last if a shoe. A normal sport shoe will generally have a heel lift of 6 to 8mm above the ball of the foot. This is a standard ergonomic stance that will allow the shoe to have more cushioning under the heel. A causal shoe or sandal may have a lift of zero, then of course a high heel women’s shoe last can have a heel lift of 4 inches or more!
Heel stabilizer The shoe heel stabilizer is can be rubber, plastic or leather. The stabilizer is bonded to the upper and midsole on the outside of the shoe as a functional and style part. Very common on the classic cut and buff style midsole type.
Hi-Skin Microfiber Synthetic Leather. These high quality micro fiber suede materials can be expensive but they are great for use on shoes, gloves, linings and trim.
Insole Footbed or Insole is the foam padded mesh that your foot stands on. May be removable or may be cemented in. High end shoes will be molded EVA of PU foam – Low end shoes will be die cut EVA.
Insole Board Insole Board A paper based board used to provide structure inside a shoe. For example, a stiff hiking boot will have a thick plastic lasting board. Also called Sockliner
ISNR 20 (TSR 20) ISNR 20 (TSAR 20) is general purpose rubber graded by precise technical standards and not by visual characteristics. Some standards may vary marginally based on the origin. Technically Specified Rubber (TSAR) is used for making tires, tubes, rubber mats, cushion gum stock, raincoat proofings, micro-cellular sheet for upholstery and packing, conveyor belts, footwear and various other rubber products.
Lace Loop Usually made of Nylon webbing. A very common way to attached laces also called a ghilly loop. This style can be sewn under the eye stay to make a hidden lace loop
Last The Shoe last is the foot form that is used to set the shape shoes. The shoe last can be made of plastic, Metal or wood.
Last gauge The pattern shape of the last bottom. This will usually be a paper card.
Lasting Lasting is the operation that stretches the shoe upper over the foot form or last. Almost all shoe are lasted in some way. With the last inside the upper the outsole can be bonded and pressed into place. Once the outsole is bonded the shoe can be De-lasted. There are several types of lasting operations. Slip lasting, board lasting, toe lasting, waist lasting, heel lasting, string lasting, California lasting and hand lasting.
Lasting board A fabric or paper board sheet used to make the bottom of the shoe upper.
Lasting margin The upper material part that when lasted folds over the edge of the last onto the bottom, overlapping the insole board. A lasting margin may be 15 to 20 mm wide.
Lasting Pressure The lasting pressure is amount of tension required to stretch the upper on the the last form. To much lasting pressure can damage, rip or wrinkle the upper. Too little lasting pressure will result is a soft ill formed, baggy upper. It’s upper to the pattern master to get this right, it’s a skill as different materials will require different patterns and amounts of lasting pressure to look right.
Lateral Side The lateral side is the out side or the non-arched side of the shoe. The inside outside is the shoe.
Letter of Credit LC term of payment A letter of credit is a promise between businesses to pay. The buyers and sellers contract banks issue letters of credit as a way to ensure that sellers get paid as long as they do what they’ve agreed to do. The LC is common in international trade even though its more expensive to transact than a T/T, as it guarantees that a payment will be made if certain conditions are met.
Linings of a shoe 1. Quarter Lining horseshoe shape around back part of shoe
2. Vamp Lining inside upper of forepart and toe of shoe
3. Sock Lining covering all OR part of the top surface of the insole.
LOP or Labor Overhead and Profit LOP is a critical part of the shoe factories price for a shoe. The factory will add up all the material costs then add the Labor Rate , Overhead and Profit required. The LOP for a shoe can be 30% of the total cost of a shoe. Just a few dollars for a simple skate shoe up to $10 or $15 for a snowboarding boot. Some factories will add a percentage on to the material cost to account for the LOP. Other factories carefully calculate each component.
The Shoe Master Carton
The Master Carton or Case pack for Production shoes is usually a 10 or 12 pack depending on the size of the shoe and shoe inner box. In the master carton the Inner boxes will be arrange so the warehouse worker can see shoe box end labels for size and color information.
Medial Side The medial side is the inside or arched side of the shoe. The outside is the lateral.
Midsole The component of a shoe between the upper and outsole used to provide cushioning, fit, comfort and support. Will be made of EVA or PU foam.
MOQ Minimum order quantity Shoe factories and material makers ofter have an MOQ. Based on dye lot size or machine operation. For example, a special mesh may require machine set up so the MOQ may be 500 meters. To dye a stock material may make the MOQ 50 meters.
For Suede shoe leather the small Dye drum load is 1000 Sq. Feet of leather. A basic shoe will use 2 feet of leather so a factory may request a minimum order of 500 pairs.
MTO or Made to Order or Make to Order
Made to order or MTO is a special production run of shoes. The MTO shoes can be for a specific shoe store or international distributor. Usually a special color or material treatment. The MTO product manager will work closely with sales managers, Product line managers, sales reps and Designers to create new products. MTO projects can be brought to market quickly as there is no selling or booking period required. Once the design is confirmed the order can be placed to the factory.
The Shoe Part Mudguard The Muguard is the shoe pattern part along the forward part of the shoe alone the edge of the outsole.
Shoe Parts the Mustache The Mustache is the shoe part attached to the shoe above the heel counter part. The classic sneaker will have a Mustache
NBS NBS is a rating system for rubber wear. A typical ratting would be 400, 800 or 1200 NBS
NR
Natural Rubber (NR) is produced from latex obtained from rubber trees in plantations. The most important forms in which NR is processed are the following Sheets, Crepes, Block Rubber and Preserved Latex Concentrates.
Nu-Buck leather
This is the top, full grain layer of the hide, but the outer surface has been “brushed” away leaving a very soft nape suede like surface.
Nu-buck is top-grain cattle hide leather that has been sanded or buffed on the grain side, or outside, to give a slight nap of short protein fibers, producing a velvet-like surface.
Ortho-Lite Ortho-lite is brand name for a crystallized PU foam footbed. Lite, Flexible and comfortable. This footbed came be found in High end running shoes.
Outsole or sole unit
The bottom component of a shoe that provides grip and traction. The outsole is commonly rubber, but can be high density PU or EVA foam. Dress shoes may have leather bottoms.
Outsole Channel stitch The shoe outsole will have a small groove or two molded into the rubber sidewall. After the shoe is assembled a heavy duty stitching machine with a special bent arm is used to stitch a heavy thread through the rubber sole and the upper of the shoe. This channel stitch is often used on the toe tip of joggers, the side wall of skate shoe and the bottoms of boat shoes.
Overlay An upper part which is over another part. The Nike Swoosh logo is what I would call and Overlay part.
Padding Refers to foam or other material usually inside the collar or tongue to add thickness/cushioning and improve fit. Usually this will be polyurethane, latex, EVA or PE foam.
Pantone colors & Pantone Chips & Pantone Books Pantone Inc. is a corporation headquartered in Carlstadt, New Jersey. The company is best known for its Pantone Matching System (PMS), a proprietary color space used in a variety of industries, primarily printing, though sometimes in the manufacture of colored paint, fabric, and plastics. It’s the only way to make sure your colors match.
Parting line or outsole parting-plane The line in an outsole mold is made by the closing edges of the tooling. The tooling is split at the parting line. A mold may have one or 2 parting planes. Extra rubber may spread out of the parting line, this will be need to be trimmed off. A narrow tight parting line or parting plane is a sign of quality tooling.
Pattern The design of the shoe’s cut parts. Just like clothing. The shoe pattern is fitted to the last. Designer and developers often make pattern corrections when creating a new shoe.
Pattern cutting Sectional patterns are produced for the uppers, linings, insoles, heels, soles, stiffeners, backers and toe puffs. The lasting allowance is added. The materials used in making the shoes are cut from these working patterns.
Pattern maker or Pattern Master The master technician that transforms the 2D drawing into a 3D pattern that fits the specified last. The designer draws the shoe the Pattern Maker makes it into a real shoe. A good pattern mark can improve your designs. A rookie pattern maker can really make a mess of your design!
Pattern Springing To “Spring” a shoe pattern is to transform the flat 2D shape in a pattern that can be pulled over a shoe last to make the 3D shape with no wrinkles that fits the last tightly.
Primer Primer is a cleaning product, solvent or water based, used to prepare surfaces for bonding. The primer clears away any oil or mold released from parts which is critical for a good cement bond.
During a cementing operation both surfaces to be bonded will be primed before the cement is applied. Between each application the shoe parts pass through a heat tunnel to quickly dry the primer. The Primer must be matched to the material type. Rubber, EVA and leather each require a different primer.
Product Managers or Product Line Managers
The Product Manager or “PM” is the person that sets designer and developer in motion. It’s the PM’s job to figure out what to make. The PM will tell the designer what kind of shoe to make. PM’s responsibility is to work with the sales team and customers to find out what they need. The PM is also tasked with looking forward. What will people need next year? What color shoes will be trending? Experience in retail or sales is a big help. Designer and developers are often promoted to this position. A marketing degree will help.
PU or Poly-Urethane. Poly-Urethane is Synthetic (plastic) material with minute bubbles or cells and a skin like surface. Used for upper materials, and in a different form for midsoles or padding foam. PU (upper material
PU
PU(short for polyurethane) upper materials usually use a thin layer of PU foam with a non-woven or fabric backing for reinforcement and strength. PU can come in thousands of different colors and textures.
PU Foam Common padding inside shoe tongues and collars. Open cells allow air and water to enter. Can be very soft. Know and KFF or K360 foam PU leather
Polyurethane plastic coating on top of a synthetic backing. This is a very common material for any modern performance athletic shoe.
PU leather a man-made material often a composite made of two layers. A backing layer made of woven or non-woven polyester fibers combined with an external surface by “dry” lamination process or by liquid “wet” processes.
PU midsole foam
Another formulation of the Poly-Urethane material. In this case, foamed or blown into closed molds. Used for midsole, footbeds and some upper cushioning parts. Can be heavier than EVA but is more elastic and bendable. Heavy duty hiking shoes and work boots may have PU midsoles.
PU Nu-Buc A man-made material a composite made of two layers. A backing layer made of woven or non-woven polyester fibers combined with an external surface by “dry” lamination process. The Top PU surface is slightly brushed to make a smooth matte finish. This is very common shoe material.
Pullover A prototype sample shoe upper for checking pattern and fit. When a shoe is made the first thing you will see is a pullover with no outsole and usually made without logos or art. The pullover will not be made with color correct materials, it will be made with an over stock color. During the development shapes you may made several pull overs to get the pattern correct. You will also see pullovers made of each size during the pre-production phase. The pullover will also be sent to the outsole factory to insure the shoe bottom will fit correctly.
PVC leather A man-made material often a composite made of two layers. A backing layer made of woven or non-woven polyester fibers combined with an external surface by “dry” lamination process or by liquid “wet” processes.
The Shoe Part Quarter Panel The Quarter Panel is the main shoe pattern part on the side of the shoe pattern. The Nike Swoosh, New Balance N and the Vans V-Bar are all located on the quarter panel.
Retail Price The Retail Price is the price you pay in the shoe for a pair of shoes.
Roughing
To remove material by a sanding or brushing process. For example, EVA midsoles are roughed before assembly to help break the smooth surface for better adhesion the shoe primer and cement.
Rubber RSS 1 RSS 1 refers to Ribbed Smoked Sheets, produced from natural rubber latex as ribbed sheets, by coagulation with acids and sheeting, properly air dried and smoked, and visually graded.
Sales Representative and Sub Rep Selling shoes is great way to get involved. The sales force is exposed to many aspects of the shoe trade. An active sales rep can help shape the product line. On the front line selling the shoes, the salesmen know first hand what customers are looking for. A salesmen can get promoted into a Product Line Manager position.
Sample Coordinator A busy development office will have hundreds of shoes coming and going. The Sample Coordinator is the traffic cop that tracks where the shoes are. Are the samples still in China? When is the factory going to ship them? Does Fed-Ex need more paperwork to manage the import? The sample coordinator position is a great entry level position for learning the operations of shoe development and shoe design.
Sample size
Men’s 9 and women’s 7. These sizes are well proportioned and look the best for sales presentations and print ads. The Size 9 and 7 are also good sizes to use for costing. The larger sizes will consume more material but the smaller sizes will consume less. 9 and 7 and the fair average.
Shell Pattern The shoe pattern that fits the surface of the last with no details. The designer may draw on the shell pattern.
Sipes A knife cut pattern the bottom of a shoe sole, common on Boat shoes or deck shoes. The sipes or “siping” pattern disperse water and prevent slipping.
SKU Stock Keeping Unit. A unique model/style/colorway/size. Commonly used to refer to a unique colorway. For example, if there are 2 models each with 5 colorways, there are 10 SKUs total.
Slip Lasting A lasting process where the insole board or Strobel sock (usually canvas or non-woven) is stitched around the last bottom edge to complete the upper. Usually used for more lightweight, flexible shoes such as running shoes.
SMU Special Make Up – SMU is a special production run of shoes. Can be for a specific shoe store or international distributor. Usually a special color or material treatment. The SMU product manager will work closely with sales managers, Product line managers, sales reps and Designers to create new products. SMU projects can be brought to market quickly as there is no selling or booking period required. Once the design is confirmed the order can be placed to the factory.
Sock allowance or sock liner allowance The sock allowance is the extra material added to the last bottom to make space inside the finished shoe. Too little or too much will cause the finished shoe to be loose or too tight. a typical sock allowance is 4mm to 6mm.
Sockliner or Sock liner The Sockliner, Sock, Footbed or insole is the foam padded mesh that your foot stands on. May be removable or may be cemented in. High end shoes will be molded EVA of PU foam. Low end shoes will be die cut EVA.
Split leather or Suede Leather Split leather is leather created from the fibrous part of the hide left once the top-grain of the rawhide has been separated from the hide. During the splitting operation, the top-grain and drop split are separated. The drop split can be further split (thickness allowing) into a middle split and a flesh split. In very thick hides, the middle split can be separated into multiple layers until the thickness prevents further splitting. Split leather then has an artificial layer applied to the surface of the split and is embossed with a leather grain (bycast leather). Splits are also used to create suede. The strongest suedes are usually made from grain splits (that have the grain completely removed) or from the flesh split that has been shaved to the correct thickness.
Suede is “fuzzy” on both sides. Manufacturers use a variety of techniques to make suede from full-grain. A reversed suede is a grained leather that has been designed into the leather article with the grain facing away from the visible surface. It is not considered to be a true form of suede.
Stitch and Turn (seam)
A seam which is stitched to join two parts then flipped inside out so the stitch is hidden. The stitch and turn seam is nearly alway found where the collar of the shoe meets the shoes inner lining. This seam type is also used to hide material edges. To make the seam thinner the edges are often skived before stitching and then the fabric may be hammered flat.
Stock fitting
Stock fitting is an assembly operation that done away form the main assembly. The separate outsole components and assembled on the stock fitting line before they taken to the main assembly line. Stock fitting reduces the operations on the main line so the main shoe assembly lines can run faster. The Stocking fitting of shoe parts off the main assembly lines allows for quality inspections more complicated operations that can’t be done on the main line.
String Lasted A shoe upper has a string seen in to the bottom perimeter of the upper. The String is then pulled the stretch the upper down on the who last. This can only be used on fabric uppers, usually very cheap.
Strobel Sock or Strobel board The strobel is the fabric or non-woven material used to finish the bottom of a shoe upper. The worker uses a Strobel machine to make a strobel stitch to attach the strobel board to the upper. It was invented by a guy named Strobel.
Suede Leather or Split leather Suede leather is leather created from the fibrous part of the hide left once the top-grain of the rawhide has been separated from the hide. During the splitting operation, the top grain and drop split are separated. Suede is “fuzzy” on both sides.
Super tuff A non-woven reinforcement material used inside the shoe. You will find super tuff behind punched holes and metal hardware. Supper Tuff is a very common reinforcement material found in all types of shoe.
Synthetic leather These man-made materials are often a composite made of two layers. A backing layer made of woven or non-woven polyester fibers combined with an external surface by “dry” lamination process or by liquid “wet” processes.
New Course! Shoemaking for Designers & Brand Builders
Created for footwear beginners and career changers alike, this course delivers the basic shoemaking knowledge you need to get you career in the shoe trades started.
Learn more
On sale $99
T/T Payment T/T stands for telegraphic transfer, a form of bank transfer. T/T payments are a cheap and fast way of transferring money overseas through most banks. The T/T Bank transfers is one of the simplest forms of international transfers. In traditional international trade, it’s risky for buyers to pay using bank transfers because their money goes into the suppliers’ bank account directly – before they are able to receive their order. For companies with a long running record of trust the T/T is fast and easy.
Taped shoe Last A shoe last is covered with two thee layers of masking tape. Once the last is covered the shoe design can be draw onto the tape. Once the design is complete the tape can be removed and laid flat to create the shoe pattern.
Taped Upper or Taped Shoe Upper A fast way to design a new shoe pattern or to see your design come to life is to tape over another shoe and draw your new design. In our busy design office we would box up the taped uppers and send to the factory. This is also a great way to find and design problem before theThe taped upper shoe design sample is made.
Throat of the shoe The throat of the shoe is the opening where the shoe tongue is attached that is spanned by the laces. The throat is generally surrounded by the shoes eyestay.
Toe Box The toe area of the shoe. Different styles will have different sizes and shapes. Fashion shoes may have tight pointed tips while work boots have extra space for steel toe inserts.
Toe puff Toe puff is the reinforcing material used to hold the shape of the toe box. This can be thermo plastic – that is easily shaped with heat, leather, or fabric. This comes in many styles from soft to firm.
Toe Spring The Toe Spring of a last, shoe or pattern is simply how much the front tip is off the ground. A stiff hiking boot may have a 15mm toe spring, while a slip on casual shoe make have a 5mm toe spring. As a general rule the stiffer the shoe sole the more toe spring you need for a normal rolling stride. You will see that a women’s high heel shoe has no toe spring.
Toe Tip Simply the pattern part on the front of the shoe. Usually reinforced.
Shoe Tongue The shoe tongue pads the top of the foot. The Shoe tongue is connected to the top of the vamp are at the base of the eyestay. The tongue may have elastic centering straps attached to the edge or a tab that can be held by the laces. Depending on the shoe style the tongue may be a single layer of leather or and inch of PU foam.
Top Line The top edge of the shoe’s ankle opening or the top edge of the outsole.
Top-grain leather Top-grain leather (the most common type used in high-end leather products) is the second-highest quality. It has had the “split” layer separated away, making it thinner and more pliable than full-grain. Its surface has been sanded and a finish coat added to the surface which results in a colder, plastic feel with less breathability, and it will not develop a natural patina. It is typically less expensive and has greater resistance to stains than full-grain leather, so long as the finish remains unbroken.
Tread or Shoe Tread The part of the shoe that contacts the ground. Most commonly the shoe tread is rubber.
Trim Any extra overlay part or decoration panel. Logos are also part of the “trim”package of a shoe.
Tru-buck Leather Suede cow leather that is covered with a thin coating of PU (Polyurethane). The coating is slightly brushed to make a smooth matte finish. The final product is generally a solid color leather looking product. This material is still classified as leather for import duty.
Try on Try on is the initial feeling when a shoe is tested in-store. A very soft upper and footbed can give a shoe a very good “try-on” but will quickly flatten or compress. also called In store feel. The footbed and lining can make or break your Try-on.
Vamp or Shoe Vamp The vamp is the area on top of the toes. The vamp is often made from breathable mesh or has perforations for venting.
Vulcanize The process of heating raw rubber to cure it. This process creates cross links inside the rubber compound bonding it together. Before the rubber is vulcanized it is stretchable, gummy and easy to tear. After being Vulcanize it’s tough and ready to wear.
Vulcanizing Oven Vulcanizing oven or tank is a steam heated pressure vessel used to cure vulcanized shoes. 500 to 1000 pairs may be heated at one time. The heating process fuses the rubber parts together and to the upper of the shoe.
Wedge or Midsole wedge The EVA foam midsole of a shoe, thinner in the front and taller in the heel. When you use the word wedge you are usually referring to a die cut midsole part.
Wholesale Price
The Wholesale Price of an Item is what a shoe store pays to buy an item from the shoe brand. The wholesale price is generally about 50% of the selling price or the retail price. A big store may negotiate a discount of a few %. So when you see a shoe on sale for 50%, off the shoe store is trying to break even.
Width or Shoe Width
The width of a shoe is measured in letters such as AAA, AA, A, B, C, D, E, EE, EEE, and EEEE, 4A, 3A, 2A, A, B, C, D, E, 2E, 3E, 4E, 5E, and 6E, or N (narrow), M (medium) or R (regular), W (wide). These letters refer to the width of the shoe as measured at the ball of the foot.
Start Building Your Shoe Business
A must-have for anyone serious about launching a footwear company. 4 text books, shoe business documents and downloadable content not available anywhere else! The Shoe Company Start-Up Pro Pack is all you need to get your shoe business off the ground.
Learn more
Download Today

















 You will see the Facility. The most basic observations can tell you much about the care being taken for your products. Is the shoe factory clean? Is it organized? Is there product on the floor, stacked neatly or piled in heaps. What is the condition of the equipment? Is the the factory cold and damp or moldy?
You will see the Facility. The most basic observations can tell you much about the care being taken for your products. Is the shoe factory clean? Is it organized? Is there product on the floor, stacked neatly or piled in heaps. What is the condition of the equipment? Is the the factory cold and damp or moldy?



