
Synthetics For Shoe Designers
 Whatever you call it, synthetic, synthetic leather, PU leather, pleather or just PU this material is another must have for modern sport shoes. If you want to learn how to design shoes you must have an understanding of modern synthetic materials. This class of material offers the shoe designer a huge variety of colors, textures and features at a range of prices. While synthetics were once considered to be cheap junk not suitable for high quality shoes, times have changed!
Whatever you call it, synthetic, synthetic leather, PU leather, pleather or just PU this material is another must have for modern sport shoes. If you want to learn how to design shoes you must have an understanding of modern synthetic materials. This class of material offers the shoe designer a huge variety of colors, textures and features at a range of prices. While synthetics were once considered to be cheap junk not suitable for high quality shoes, times have changed!
These synthetic materials are now high performance and are often a composite made of two layers. A backing layer made of woven or non-woven polyester fibers combined with an external surface by “dry” lamination process or by liquid “wet” processes. The least expensive synthetics have a fibrous woven backing with PVC skin made by wet process.

The high-end PU leather starts with a water-resistant micro fiber PU backing. This backing has a smooth surface, cuts cleanly, and can be dyed to match the surface materials. The micro fiber style backing can be ordered in .5 to 2.00mm thicknesses, has some stretch, and can have a water-resistant treatment. On top of this backing the skin can be applied.
Polyurethane plastic film .2 to .5mm thick is made in a separate operation and the two layers are then rolled together with heat and pressure. The PU outer skin is then printed, embossed, scuffed or polished to create one of the millions of surface options. The largest PU maker has hundreds of different emboss patterns that can be applied to hundreds of different surfaces. If you can meet the order volume required, you can pick any color you want!
So lets look at some other features of synthetic leather. There are four common surface materials, PVC (Polyvinyl Chloride) is the cheapest, PU (Poly-Urethane) can be of higher quality with many surface options, TPU (Thermo-Plastic Urethane) and there is also a class of materials made of PU fibers without a surface skin. Of these four types PVC and PU are similar in construction, a skin with backing. The TPU material tends to be single layer material with a finer emboss. PU materials are also offered as a solid, skinless material, this can have a brushed surface to look like suede or nubuck.

PVC leather is the most basic synthetic leather, made by wet process the surface is a sealed skin usually embossed. Liquid PVC is poured on a textured release paper then a cloth is rolled on while the surface is still wet. PVC leather will often have a woven backing with limited stretchability. This no problem for shoes with pieced together toe and vamp construction but not so good for smooth toe lasted shoes. This material is the cheap stuff found on inexpensive shoes. When it’s pulled tight it may wrinkle and the backing surface will X-Ray through the surface. Perfect for cheap shoes and can be found mixed on some shoes used as a cost cutting feature. I would never spec PVC leather for shoes that retail for more than $75.00 USD. Thickness ranges from .8mm to 2.00mm depending on the backing layers and surface treatment. Surface texture is limited due to the release paper process.

PU leather is another miracle material for shoes. Available in almost any color, surface finish, and can be treated with many special features. Thickness ranges from .8mm to 2.00mm depending on the backing layers. PU leather is made with a sealed skin like full grain leather but can be brushed to look like nubuck or fine suede. The PU skin is made by release paper process but is dry when combined with the backing. A heated steel roller with the emboss pattern is used to laminate the skin and backing. This allows for a deeper, crisper emboss pattern. The PU surface readily accepts embossing and printing effects. The PU skin is stretchable and durable so it can be combined with a lastable backing material. This allows PU to be used on toe caps of sports and casual shoes.
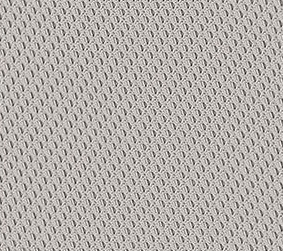
PU leather is also made in high abrasion versions and can have water-resistant backing. PU material with micro fiber backing cuts cleanly and looks great when perforated. Backings can be color matched so cut edges look clean – they can even be ordered with accent colors for a neat “TRON” effect.
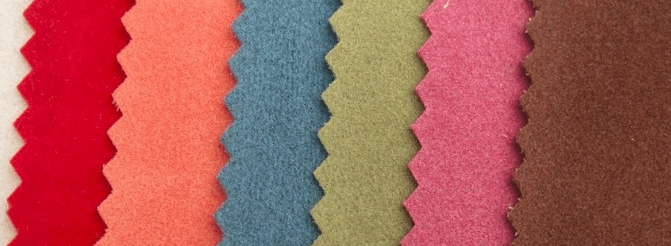
The PU fiber backing materials are also made without the skin layer. This material has a brushed surface and is known as “Ultra suede,” “Alcantara™,” Hi-skin Chamude or Amara Microfiber Synthetic Leather. These high quality micro fiber suede materials can be expensive but they are great for use on shoes, gloves, linings and trim. Being colorfast and waterproof ultra suede quickly replaced suede in sports shoes that will be exposed to water.

The TPU materials are used for accent parts and for RF welding applications. The TPU materials are not for use in structural parts of the shoe. TPU can be transparent white the PVC and PU must be opaque. TPU is also offered very thin. .3mm to .8mm.



 Who makes the shoe design brief? There are no rules to this process, every company has their own process. In many companies the shoe Design Brief is a collaboration. The Product Manager is usually tasked with creating the brief, but he may meet with the designers or his design manager to collect style ideas, the PM should also be talking to his sales manager and sales reps for any price information or market intelligence about competitors.
Who makes the shoe design brief? There are no rules to this process, every company has their own process. In many companies the shoe Design Brief is a collaboration. The Product Manager is usually tasked with creating the brief, but he may meet with the designers or his design manager to collect style ideas, the PM should also be talking to his sales manager and sales reps for any price information or market intelligence about competitors.






















 Running Shoe Parts Terminology:
Running Shoe Parts Terminology: The molded footbed is a must for performance athletic shoes, the contours will support the foot and hold the foot in place. Hiking, hunting and military boots need a molded footbeds. The strobel shoes may be a thinner as the inside of the shoe will have more contours from the last and molded midsoles. Stiffer board lasted boots should have a molded footbed to provide support and fill up the square corners near the edges.
The molded footbed is a must for performance athletic shoes, the contours will support the foot and hold the foot in place. Hiking, hunting and military boots need a molded footbeds. The strobel shoes may be a thinner as the inside of the shoe will have more contours from the last and molded midsoles. Stiffer board lasted boots should have a molded footbed to provide support and fill up the square corners near the edges. The die cut footbed can the the cheapest piece of junk or it can be really plush. Die cut does not have to mean cheap. Yes the most basic shoes will have thin die cut footbeds made of soft
The die cut footbed can the the cheapest piece of junk or it can be really plush. Die cut does not have to mean cheap. Yes the most basic shoes will have thin die cut footbeds made of soft 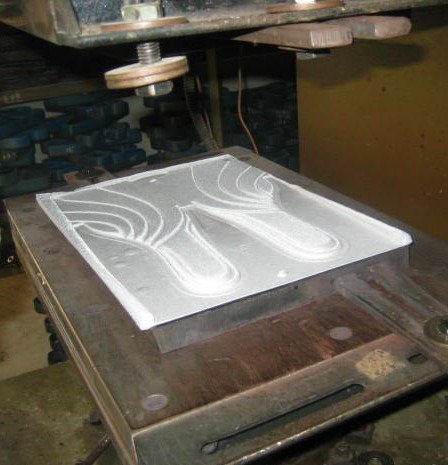 EVA foam that will last just a few weeks. High end shoes can have really nice leather-covered die cut footbeds made with multiple layers of high quality long lasting PU foam, neoprene rubber or gel sheet. Fashion
EVA foam that will last just a few weeks. High end shoes can have really nice leather-covered die cut footbeds made with multiple layers of high quality long lasting PU foam, neoprene rubber or gel sheet. Fashion





 The outsole tooling for athletic shoe is the most complicated and most expensive piece of equipment required for production. The outsole tooling for footwear comes in many different styles and configurations. Shoe outsoles are made from many different types of rubber, plastic, foam, leather or fabric each requiring it’s own tooling requirements and manufacturing technology.
The outsole tooling for athletic shoe is the most complicated and most expensive piece of equipment required for production. The outsole tooling for footwear comes in many different styles and configurations. Shoe outsoles are made from many different types of rubber, plastic, foam, leather or fabric each requiring it’s own tooling requirements and manufacturing technology. It’s critical that you understand the Tooling and manufacturing requirements for each outsole type. If you are designing for Nike go ahead and design a complicated outsole with blow molded air bags, plastic injections etc…. The sky is the limit. $20,000 per size is no problem. If the production is a million pairs $150,000 for the tooling is no problem. However if you are start up strapped for cash, a cup sole unit is $1400 per size is more realistic.
It’s critical that you understand the Tooling and manufacturing requirements for each outsole type. If you are designing for Nike go ahead and design a complicated outsole with blow molded air bags, plastic injections etc…. The sky is the limit. $20,000 per size is no problem. If the production is a million pairs $150,000 for the tooling is no problem. However if you are start up strapped for cash, a cup sole unit is $1400 per size is more realistic.


 Injection EVA Midsole
Injection EVA Midsole

 Classic Rubber Cupsole
Classic Rubber Cupsole
 PU poured Air
PU poured Air
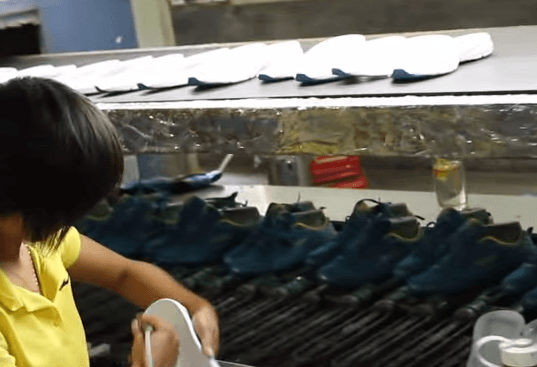
 This outsole is standard vulcanized shoe construction. This is how Vans makes it’s shoes, and how the Converse All Star is made. The sole bottom is bonded to the upper, then striped rubber foxing tape wraps them both. After this assembly operation is done the entire shoe is cooked to cure the rubber making the bonds permanent.
This outsole is standard vulcanized shoe construction. This is how Vans makes it’s shoes, and how the Converse All Star is made. The sole bottom is bonded to the upper, then striped rubber foxing tape wraps them both. After this assembly operation is done the entire shoe is cooked to cure the rubber making the bonds permanent. 











{kind=link}