
A Day in the Life of a Shoe Designer
 Lucky for us there is no “normal” day for a shoe designer! The daily life of a shoe designer may be different every day! For a footwear designer every day will present a new challenge, almost every day will be a new adventure! I can think of 10 different “days in the life of a shoe designer” that you can expect as a professional shoe designer.
Lucky for us there is no “normal” day for a shoe designer! The daily life of a shoe designer may be different every day! For a footwear designer every day will present a new challenge, almost every day will be a new adventure! I can think of 10 different “days in the life of a shoe designer” that you can expect as a professional shoe designer.
The daily routine of a shoe designer will greatly depend on the size of the firm you are working for or, if you are working for yourself as an independent designer. In a huge firm like Nike™ or Adidas™ you may find yourself in a large design group with your tasks focused on a relatively narrow aspect of shoe design and you may not find yourself working outside the department. If you work for a smaller company your responsibilities will be wider, you will surely be working with many other departments. As an independent designer you will be asked to work on many different design related tasks.
Also, the daily tasks for a shoe designer will greatly depend on the time of year or where you are in the footwear Design/Development cycle. In a busy shoe design office there will be shoes in process for several different product release dates. You may be in the concept stage for Spring delivery, while you are checking test patterns for Holiday delivery or confirming final samples for Fall production.
The Normal Office Day in the life of a Shoe Designer
There are some days for a shoe designer when you will really be sitting at your desk sketching shoes. With so many demands on the shoe designers time these days may seem few and far between. I have had weeks when I was tasked to just draw, 40 hours of just drawing is actually very difficult.
The footwear designers time is usually very mixed. A shoe designers job description will be a long list of footwear tasks to work with. In the morning you may spend time making concept drawings or meeting with the creative manager to show some new logo applications. Fed-Ex™ or UPS™ may deliver some shoes. You may spend some time with your brands’ product manager and developer unboxing and organizing the new samples. In the afternoon your brand team may meet and review each shoe, checking the shoe against the spec sheet or comment correction sheets.
The shoe designer may be working on a new last with the developer, the new shoe is reviewed, fit tested or compared to reference samples. The designer may check the new last to see if corrections were made.
The shoe designer will have meetings with the designer manger to get schedule updates, or with athletes and customers.
Travel Days
I hope you will have some travel days as a designer! I’ve been lucky, as a shoe designer I have been able to travel the world. Again, depending on your company, you may be parked in your office or you may be a road warrior. The shoe designer may travel to visit factories, large dealers, trade shows, foreign distributors, sales meetings and inspiration trips. While Skype can keep you in contact with your associates, there is no substitute for meeting face to face to work on a problem or celebrate successes. Will you be traveling First class? I doubt it. Will you be traveling business class?…maybe, if you are a senior designer or design manager for a larger firm. Will you spend many hours crammed in a coach seat on the way to China? I would say, “Yes! You will!” Just keep looking forward to being on the ground and working with friends.
Shoe Factory Visits
 Most likely you will be in a foreign county (China? Italy?), staying in a hotel close to your office or the factory. Expect to get started early the morning. If you are traveling with co-workers it’s very important to get everyone organized and on the same schedule. The traffic in the industrial areas of China can be horrific, it’s critical to get started early or your factory visiting day will be spent in traffic!
Most likely you will be in a foreign county (China? Italy?), staying in a hotel close to your office or the factory. Expect to get started early the morning. If you are traveling with co-workers it’s very important to get everyone organized and on the same schedule. The traffic in the industrial areas of China can be horrific, it’s critical to get started early or your factory visiting day will be spent in traffic!
Visiting factories to work on your projects or see new processes is great fun. Expect long hours, some bad food, air conditioning or not…. Be flexible. If there is another factory close by take the time to visit. If you are visiting a large factory with many foreign visitors you may go about your business like a normal work day. When you are working with a small factory you may need to spend some time drinking tea with the owners, this is standard procedure.
Depending on the company you are working for you may be invited to dinner. Large firms have policies that don’t allow factory dinners, while for small firms the factory dinner is nessessary to create a personal bond between the companies. Watch out! While most factories owners mean well and just want you to have a good time, others just try to get you drunk. If business is good you can expect the factory business dinner to be a party.
Sales Visits
As a shoe designer you may be asked travel with a sales rep and visit with accounts. These trips allow the designer to visit the retailer and hear first hand what they think of the products and markets. For major dealer you may be asked to design some shoes on the fly. You may also be asked to present your product during the sales call which is definitely a worth while experience. If you have international distributors you many be asked to visit their market.
Trending Travel Days
Trend travel does not happen often but if you work for a large firm it can happen. You and your fellow designers may travel to another city or country just to absorb the styles and trends.
Testing Trips
Depending on the type of product you are working on you may accompany your sample shoes on testing trips. If you are working on hiking shoes or snowboarding boots you can expect some cold days in the snow. Other shoes are often fit tested by your company staff or wear tested by athletes.
Sales Meetings
Shoe designers are often called upon to present the new products to the sales force. The designers may present to salesmen in your home country or be flown overseas to educate an international sales force.
Critiques and Line Closing Days
Several times during the year the shoe designer will have to prepare for the line closing meetings. In these meetings the new shoes are presented to CEO’s, marketing managers and sales managers. The designer must prepare drawings, organize samples and be ready to explain why a new shoe should be in the range.
Shoe Trade Show Days
Footwear designers are often asked to attend major trade shows. At trade shows the designers will assist the salesmen with large accounts and often help present the product lines. You will find the customer greatly appreciates meeting the designers and will be happy to share their insights.

To learn more about a day in the life of a shoe designer and a more complete shoe designer job description, you can read the new book How Shoes are Made.
Shoemaking
TextbooksBuy NowShoemaking
SuppliesBuy NowShoemaking
CoursesCourse Details
Previous
Next


 All running shoes are made by the cold cement construction process. If you want to learn how to design shoes you need to know this basic shoe making process. Cold cement is the modern updated style of shoe construction. Due to the low temperatures required for bonding the upper to the shoe sole, it allows the use of modern lightweight plastic, foam and mesh materials. Every modern high performance running shoe is made by this cold cement process.
All running shoes are made by the cold cement construction process. If you want to learn how to design shoes you need to know this basic shoe making process. Cold cement is the modern updated style of shoe construction. Due to the low temperatures required for bonding the upper to the shoe sole, it allows the use of modern lightweight plastic, foam and mesh materials. Every modern high performance running shoe is made by this cold cement process. What are the best materials for running shoes? Most running shoes are constructed with breathable knit Polyester or Nylon mesh. Knit fabric allow the material to smoothly follow the last curves. Running shoe uppers often with PU leather reinforcements. Pu or synthetic leathers are great for running shoes as they have some stretch and are damaged by water. The classic running shoe is made from suede with some mesh inserts. While suede is comfortable and conforming, it’s not weather resistant and it’s very heavy when wet.
What are the best materials for running shoes? Most running shoes are constructed with breathable knit Polyester or Nylon mesh. Knit fabric allow the material to smoothly follow the last curves. Running shoe uppers often with PU leather reinforcements. Pu or synthetic leathers are great for running shoes as they have some stretch and are damaged by water. The classic running shoe is made from suede with some mesh inserts. While suede is comfortable and conforming, it’s not weather resistant and it’s very heavy when wet. The pattern parts for the shoe are made into steel cutting dies. A cutting die is required for every part and every size. Each shoe part is cut from rolls of fabric or from leather hides. Fabric parts may be layered so many can be cut at the same time. Leather parts must be cut one by one to avoid having scars or other imperfections in the leather show on the final product.
The pattern parts for the shoe are made into steel cutting dies. A cutting die is required for every part and every size. Each shoe part is cut from rolls of fabric or from leather hides. Fabric parts may be layered so many can be cut at the same time. Leather parts must be cut one by one to avoid having scars or other imperfections in the leather show on the final product.





 For the custom shoe making process you can hand cut every piece with scissors or a sharp blade. Most shoe factories don’t actually buy cutting blades, they sharpen a small piece of steel in a few different shapes to suit what they are cutting. In the video you can see a paper pattern template is used to trace the design onto the shoe materials. The materials are then cut by hand. This process is used on all the leather and mesh parts.
For the custom shoe making process you can hand cut every piece with scissors or a sharp blade. Most shoe factories don’t actually buy cutting blades, they sharpen a small piece of steel in a few different shapes to suit what they are cutting. In the video you can see a paper pattern template is used to trace the design onto the shoe materials. The materials are then cut by hand. This process is used on all the leather and mesh parts. Once the parts are cut you can see the edges are being skived. In the video this is done by hand. This is a time consuming process and it’s very easy to damage the cut shoe parts. A shoe factory sample room will have a small electric skiver like this one, they don’t cost very much and will save time in our mini shoe factory.
Once the parts are cut you can see the edges are being skived. In the video this is done by hand. This is a time consuming process and it’s very easy to damage the cut shoe parts. A shoe factory sample room will have a small electric skiver like this one, they don’t cost very much and will save time in our mini shoe factory. In the Wired™ article you can see some of these the machines lined up. The flat bed machine is the standard most recognizable type of machine. The machine is built into a table and run by an electric motor and has a foot control to advance the stitches automatically or one stitch at a time. This is the most common machine for assembling the flat pattern parts of the shoe.
In the Wired™ article you can see some of these the machines lined up. The flat bed machine is the standard most recognizable type of machine. The machine is built into a table and run by an electric motor and has a foot control to advance the stitches automatically or one stitch at a time. This is the most common machine for assembling the flat pattern parts of the shoe. per of the shoe has been stitched together, it needs to be “closed”. This closing operation creates an upper that cannot fit under the standard flat bed machine. The second most common sewing machine you will see in a shoe factory is the “Post” style. Bulky items can fit under the machine for easy assembly. This type of post sewing machine will be used to attach the tongue to the shoe or to secure the lining inside the shoe once it has been assembled into the final 3D shape.
per of the shoe has been stitched together, it needs to be “closed”. This closing operation creates an upper that cannot fit under the standard flat bed machine. The second most common sewing machine you will see in a shoe factory is the “Post” style. Bulky items can fit under the machine for easy assembly. This type of post sewing machine will be used to attach the tongue to the shoe or to secure the lining inside the shoe once it has been assembled into the final 3D shape. With the upper almost complete we will need a special sewing machine to finish it. This machine is used to sew the bottom fabric onto the upper. This closes the upper. Now the upper is ready for lasting and assembly.
With the upper almost complete we will need a special sewing machine to finish it. This machine is used to sew the bottom fabric onto the upper. This closes the upper. Now the upper is ready for lasting and assembly.
 machine is very powerful and can easily drive the needle and thread through the leather and rubber.
machine is very powerful and can easily drive the needle and thread through the leather and rubber.
 In the major shoe making centers in China you will find thriving local markets for shoe materials. The local markets are store fronts large and small with every type of shoe material, shoe component and manufacturing equipment available. You will find many store fronts displaying the material swatches available to order from a nearby factory or you will find shoe materials in stock that you can purchase immediately for use making samples. These market areas are very well organized, you will find streets lined with shoe material suppliers and even shopping malls crammed with all types of shoe materials.
In the major shoe making centers in China you will find thriving local markets for shoe materials. The local markets are store fronts large and small with every type of shoe material, shoe component and manufacturing equipment available. You will find many store fronts displaying the material swatches available to order from a nearby factory or you will find shoe materials in stock that you can purchase immediately for use making samples. These market areas are very well organized, you will find streets lined with shoe material suppliers and even shopping malls crammed with all types of shoe materials.



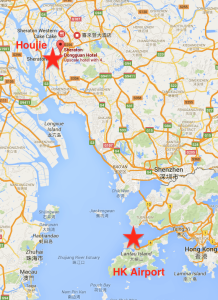
 The material market in Houjie is a great place to find shoe leather. There are many different suppliers with all different types of leather. You will find leather in every color of the rainbow, from thick to thin, and in many different finishes. You can buy leather by the hide or a dozen hides at once. Of course, if you have a production order they can help you with that too.
The material market in Houjie is a great place to find shoe leather. There are many different suppliers with all different types of leather. You will find leather in every color of the rainbow, from thick to thin, and in many different finishes. You can buy leather by the hide or a dozen hides at once. Of course, if you have a production order they can help you with that too. bottoms and running shoe bottoms. In the local market you will find “copy” bottoms of the latest shoe designs (without logos). You cannot buy a single outsole 1 but you can order small runs of 5 to 10 units to make samples, then of course more for production. The only issue with the local market outsole is the last bottom is already set. This may or may not work for your market. You can buy the last with the outsoles or you can have a local last maker help you model the last to fit the outsoles.
bottoms and running shoe bottoms. In the local market you will find “copy” bottoms of the latest shoe designs (without logos). You cannot buy a single outsole 1 but you can order small runs of 5 to 10 units to make samples, then of course more for production. The only issue with the local market outsole is the last bottom is already set. This may or may not work for your market. You can buy the last with the outsoles or you can have a local last maker help you model the last to fit the outsoles.





























 After the parts are cut a worker will carefully organize and stack the shoe parts. The parts will then be moved on to be processed before stitching. The parts will be marked for alignment or have logos added by the embroidery or printing departments.
After the parts are cut a worker will carefully organize and stack the shoe parts. The parts will then be moved on to be processed before stitching. The parts will be marked for alignment or have logos added by the embroidery or printing departments. Once the shoe parts are processed and organized, the shoe factory stitching department takes over. In the stitching department, the operations are divided into simple steps. Each worker is given one task to complete. For example, one worker will sew the vamp parts to the mudguard then pass the shoe onto the next worker to attach the eyestay parts. With each operation assigned to one worker, the QC staff can quickly track any problems. The division of the operations also allows the worker to quickly master their operation.
Once the shoe parts are processed and organized, the shoe factory stitching department takes over. In the stitching department, the operations are divided into simple steps. Each worker is given one task to complete. For example, one worker will sew the vamp parts to the mudguard then pass the shoe onto the next worker to attach the eyestay parts. With each operation assigned to one worker, the QC staff can quickly track any problems. The division of the operations also allows the worker to quickly master their operation. In the stitching department, the upper parts are assembled, the lining attached, and the foam for collars and tongues are inserted.
In the stitching department, the upper parts are assembled, the lining attached, and the foam for collars and tongues are inserted. With the stitching complete, the upper is ready to be bonded to the outsole. Before the outsole can be attached, the upper must be “lasted.” Lasting is the operation that gives the shoe its’ final shape. The plastic, metal, or wood foot form (the “last”) is inserted into the upper. The upper is pulled tight, this sets the shape.
With the stitching complete, the upper is ready to be bonded to the outsole. Before the outsole can be attached, the upper must be “lasted.” Lasting is the operation that gives the shoe its’ final shape. The plastic, metal, or wood foot form (the “last”) is inserted into the upper. The upper is pulled tight, this sets the shape. The Shoe Assembly Line Chapter 12
The Shoe Assembly Line Chapter 12
 Almost every modern shoe design project will require some sort of molded component. From hidden heel counters, to outsoles, to fancy chrome plated logos you will need make some molds. While some shoe factories will have limited molding equipment, very few will have the capability to make the molds. To make molds for your footwear projects you will need the help of a footwear mold making specialist.
Almost every modern shoe design project will require some sort of molded component. From hidden heel counters, to outsoles, to fancy chrome plated logos you will need make some molds. While some shoe factories will have limited molding equipment, very few will have the capability to make the molds. To make molds for your footwear projects you will need the help of a footwear mold making specialist. The CNC or Computer Numerical Controlled milling machine is the work horse in the footwear tooling business. You should see CNC machines busy cutting steel molds or copper electrodes. At Dongguan Shi Desheng Mold Company you will see 10 CNC machines cutting. Why 10 machines? When a shoe factory orders molds they will often need the size run opened quickly.
The CNC or Computer Numerical Controlled milling machine is the work horse in the footwear tooling business. You should see CNC machines busy cutting steel molds or copper electrodes. At Dongguan Shi Desheng Mold Company you will see 10 CNC machines cutting. Why 10 machines? When a shoe factory orders molds they will often need the size run opened quickly.

















 Board Lasted Construction: A very common shoe construction technique that can be made by machine or by hand. The upper is pulled tight and bonded to a fiber board. The outsole unit is firmly cemented to the upper, securing the upper to the sole. Board lasting construction can be used on almost any style of shoe, being suitable for many upper material types and outsole styles.
Board Lasted Construction: A very common shoe construction technique that can be made by machine or by hand. The upper is pulled tight and bonded to a fiber board. The outsole unit is firmly cemented to the upper, securing the upper to the sole. Board lasting construction can be used on almost any style of shoe, being suitable for many upper material types and outsole styles.
 Blake Construction: Used to make flexible leather shoes, the Blake construction starts with a board-lasted upper. Glue the sole in place then with the last removed, sew the upper directly through the outsole unit. The outsole may be leather or rubber and have a groove molded into its surface to guide the Blake stitch. You will find Blake construction on weltless leather dress shoes, moccasins, and boat shoes. Blake construction is not waterproof.
Blake Construction: Used to make flexible leather shoes, the Blake construction starts with a board-lasted upper. Glue the sole in place then with the last removed, sew the upper directly through the outsole unit. The outsole may be leather or rubber and have a groove molded into its surface to guide the Blake stitch. You will find Blake construction on weltless leather dress shoes, moccasins, and boat shoes. Blake construction is not waterproof.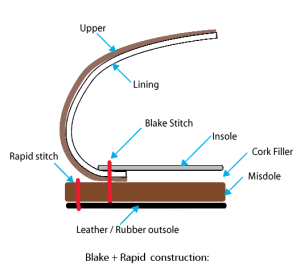
 Goodyear Welt Construction: The Goodyear welt is often used to make waterproof soles, the stitch that attaches the sole to the shoe runs around the outside edge and does not make stitch holes in the upper. The upper is sewn to the welts that attach to the insole and the outsole. During assembly, the welts are attached first by a horizontal “Goodyear” stitch, named for the inventor of the stitching machine, Charles Goodyear Jr. (also the son of the famous rubber inventor, Charles Goodyear Sr.). The Goodyear welt construction method is ideal for heavy-duty boots for hiking or service.
Goodyear Welt Construction: The Goodyear welt is often used to make waterproof soles, the stitch that attaches the sole to the shoe runs around the outside edge and does not make stitch holes in the upper. The upper is sewn to the welts that attach to the insole and the outsole. During assembly, the welts are attached first by a horizontal “Goodyear” stitch, named for the inventor of the stitching machine, Charles Goodyear Jr. (also the son of the famous rubber inventor, Charles Goodyear Sr.). The Goodyear welt construction method is ideal for heavy-duty boots for hiking or service. Norwegian Storm Welt Construction: Similar to the Goodyear welt construction method but the upper is turned outside and is sandwiched between the outer welt and the outsole. Used to make the heaviest waterproof boots, the Norwegian Storm Welt is difficult to make and is found almost exclusively in the workshops of Italian bootmakers.
Norwegian Storm Welt Construction: Similar to the Goodyear welt construction method but the upper is turned outside and is sandwiched between the outer welt and the outsole. Used to make the heaviest waterproof boots, the Norwegian Storm Welt is difficult to make and is found almost exclusively in the workshops of Italian bootmakers. Stitch down Veldtschoen welt Construction: Again, the Veldtschoen welt is related to the Goodyear and Norwegian welt constructions. In this case, an inner welt or rapid stitch line sewn through the midsole is paired with a second rapid stitch that attaches the outsole. The outsole is attached after the first welt, the bottom stitch is protected by the outsole.
Stitch down Veldtschoen welt Construction: Again, the Veldtschoen welt is related to the Goodyear and Norwegian welt constructions. In this case, an inner welt or rapid stitch line sewn through the midsole is paired with a second rapid stitch that attaches the outsole. The outsole is attached after the first welt, the bottom stitch is protected by the outsole.

 Cold Cement / Sheet CUT EVA Shoe Assembly Process:
Cold Cement / Sheet CUT EVA Shoe Assembly Process:
 The toe tip will get extra pressing[/caption]
The toe tip will get extra pressing[/caption]