Warning: After you learn the skills of footwear quality control you will never look at shoes the same way again. Shoe quality inspection is a critical skill for a shoemaker to master, as footwear construction quality is a very important feature of any shoe you may make, buy, or sell. In this article, you will learn the basic process of footwear quality control in the shoemaking industry
Knowing how to run a shoe quality inspection is a critical skill for shoe designers, developers, and product line managers. When a new sample arrives it’s critical to inspect the materials, assembly technique, and workmanship. You must know the correct footwear inspection procedure.
How to check the quality of sneakers in a store
Knowing how to inspect a shoe is also a great skill to have as a shoe buying customer in a store. You don’t need any special tools or lots of time. In just a few seconds you can quality check a new pair of sneakers in a store without damaging the shoe or hassling the store employees. If you see a problem pick a different pair. Here is how to grade and inspect a shoe like a professional.
Definition of Shoe inspection quality “A”, “B”, “C” – Grades
A grade shoes: Shoes without any functional defects or cosmetic defects that will impair the marketability of the shoe are A grade. These are high-quality shoes, they look good and fit correctly. An A grade must follow the production specifications and match the approved confirmation sample.
B grade shoes: Shoes without any major functional defects and which will not cause injury to the person wearing the shoes are B grade. B grade shoes may have cosmetic defects, production mistakes, or workmanship issues that cannot be properly repaired. These B grade shoes will be discounted and/or diverted to markets more tolerant of cosmetic defects.
C grade shoes: C grade shoes have major functional defects that could cause injury to the wearer or major cosmetic defects that cannot be repaired. Shoes are also considered C-grade if they have poor workmanship or material defects that could shorten the normal life expectancy of the shoe, or damage the companies reputation. These shoes should be destroyed.
Shoe quality checklist: How to inspect a shoe:
The main points in a shoe inspection are as follows: #1. Is this the correct shoe, a matched pair? #2. Is the shoe clean? #3. Does the shoe follow the specification? #4. Is the workmanship of high quality? #5. Is the shoe damaged in any way?
How to check the quality of a sneaker
The first step of your shoe quality inspections will be to review the shoe packaging. Is the shoe in the correct inner box for its model? Is the box presentable? You should inspect the box to ensure it is not damaged or dirty. Is the box the correct size? The shoe should not be crushed inside a small box. Confirm the information on the box end label matches the shoe Color/Model/Size. Check any hangtags to make sure they are correct for the shoe.
Remove the shoes from the packing box. Do you have a left and right? Are the shoes the same size and color? Check the shoe tongue label information – I know this sounds crazy but in the factory, it’s not hard to put a right size 7 and a left size 7.5 into the same box. Holding the shoe, place the pair of shoes bottom to bottom. Check them for symmetry. Does the pair really match in length? The size marks match but are they the same length?
Key shoe quality issue: Symmetry
Now, holding the shoe from the bottom, roll the uppers together side by side. You are now checking the alignment of the shoe parts. Starting from the front, roll the shoes to align the parts, toe caps, vamps, overlays, eye stays, and eyelets. While you have the uppers side by side, compare the finish and colors of each part.
From the book How Shoes are Made
Next, hold the shoes up, looking at the heels. Make sure the shoes sit on the outsole straight. A shoe inspector checks to confirm the upper is not rotated off-center.
Now, rolling the heels together, check that the back height and collar lines match.
At this point, study the shoe bottoms. Do they match? Are the color blocks in the same location? Look over the midsole sidewall for wrinkles. Check the seam joining the upper to the outsole. Look out for any extra glue on the upper. 2mm is the limit for “over gluing.” Also, look for over buffing of the upper. On the shoe bottom, check for color bleeding between color blocks. Look for any paint covering mistakes. Check to make sure the outsole parts fit together neatly without any extra glue.
Shoe Anatomy: The Basics On Quality Footwear Construction
Complete shoe quality inspections check each side inside and out. Now that we looked over the outside, it’s time to dive inside because a great looking shoe with defects inside is not salable. Look inside the shoe opening, is the lining clean and without wrinkles? Run your hand around the collar, feel for any lump, bumps, or glue. For leather shoes, be on the lookout for any lasting nails or staples. For sports shoes, make sure the footbed is straight, level, and fitting correctly. If the footbed is too small, it may slide around, too big, and the footbed may wrinkle or curl.
Next, inspect the tongue lining for wrinkles and lumps. Run your hand down inside to check the vamp and toe cap from inside. Feel around the toe along with the footbed for lasting wrinkles. Feel for any rough stitching inside.
Finally, make a quick check of the laces. You need to adjust the shoelaces if too long or too short, too long is much better than too short.
Common Shoe Quality Problems
Quality Problems from “How Shoes are Made”
When you run shoe quality inspections, there are everyday things you should be looking for. You can call this the common shoe quality defect list. Is the shoe clean? (White shoes can be hard to make inside a dirty factory.) Is the color matching of shoe parts correct, (suede and natural leathers can be tricky.) Material quality? Is the suede hairy? Rough trimming or rough cutting? Upper wrinkles? Make sure to check around the collar foam.
Final Word on Shoe Quality Inspections
When inspecting, it’s critical to decide if the problems you see are a “one-off” mistake or a systematic problem that will affect every shoe. It’s vital to know that inside the factory, the same worker completes an entire operation. If the vamp stitcher is having a bad day, you may see lots of crooked stitching on a vamp.
Finally, when you check shoe quality inspections “inbound” inside your warehouse, you already own the problem. Ask yourself, how did this shoe get this far? What is the footwear final inspection process? Who missed these problems inside the factory before the shoes shipped? Heads should be rolling! Your factory has a quality control system flaw. Can you “fix” your factory? Maybe you need to find a new one?
You can learn more about shoe quality and shoe inspection procedures! Check out Chapter 25 on quality control in the book How Shoes are Made. You will learn how to check the quality of the sole of a shoe and how to inspect uppers. The book includes a footwear inspection checklist. How Shoes are Made.
Check the quality of sneakers
If you want to see a detailed quality inspection of an original Nike Air Force 1 Mid, Nike Air Max 90, or Vans Old Skool, check out these articles. You will see we have cut into the real and fake shoes to show you what quality looks like inside and out.
Men’s or Women’s White Rubber Sport Shoe Casual Outsole
Great for DIY Shoemaking
This casual rubber outsole is durable, comfortable, and easy to work with. Faux vulcanized styling. Egg crate cushioning, stitch groove for firm and easy upper attachment. Sizes are marked on each outsole. Sold in pairs.
29mm sidewall height with 4mm bottom web thickness 16mm to 19mm inside wall bonding margin Rubber hardnes 65˚ Shore “A” Forefoot egg crate 3.5mm Heel egg crate 7.5mm (4mm Heel Lift) Micro diamond toe and heel bumper texture Bottom texture “Wave” grip 1mm deep Available in men’s full sizes: 8-13 (US Sizes), 41-46 (Euro Sizes) Color: White, Cost: $29.99, Ships from California, USA. Made in China
With your designs in hand, it is now time to start manufacturing shoes…right? Wrong. With your new shoe designs in hand, take some time to show them around. Let your friends and family have a look, show them to your neighbors. This can give you some new insight and confidence to move forward. Most of all, when you show your designs, you will be practicing your sales pitch. This is a great time to have some industry people take a look. Try a local shoe store manager. If you have any contacts in the shoe business, go ahead and talk to them, and collect some feedback.
Once you have your sales pitch polished, you will need working capital to get started. Shoe factories, agents, tooling shops, airlines, material suppliers, and shipping companies all require payment, in some cases in advance of services. Make sure you have capital available. We will review capital requirements a bit later, but you need to be prepared to raise it. You will need to pull together a detailed business plan to show that you are ready to build and operate a business before you worry about manufacturing shoes.
Are you ready to look for a shoe factory?
The shoe factory salespeople will be working hard to “qualify” you. They want to make sure you are serious and that there is potential in your project and potential in YOU! Make sure your sales pitch and business plans are complete before you start meeting with the factories.
Shoe factory meeting checklist
Going into a meeting with confidence in yourself and a polished business plan will help you to present the professional image you want to project for your company. Manufacturing shoes is complicated you need to prepare. Make sure to have the following information:
1. Project Brief: A list of exactly what you want to accomplish. How many styles and colors etc.
2. Designs: Complete detailed drawings with all colors, materials, and constructions.
3. Outsole designs: Must be complete in 2D drawing form.
4. Pricing: You need to calculate Target FOB, wholesale and retail prices.
5. Schedule: Dates for your retail release schedule.
6. Capital: Estimated capital requirements and a plan for raising it.
Finding a factory to manufacture shoes?
The real truth is that finding a factory for a new shoe project may be very difficult. If you are new to the shoe trade and don’t have any personal connections, it will be hard to find a factory that will accept your project. But don’t worry, there are a few strategies you can follow to get your project placed in the right factory.
Designer contacts
If you selected an experienced shoe designer or footwear developer to work with, then he or she should have many contacts. In just a few years working in the shoe trade, a footwear designer may have worked for several different brands and a dozen different shoe factories.
Shoe designers and developers with some overseas experience will know footwear agents, trading companies, or people that know people. The shoe business is built on relationships and personal contacts. Shoe factories and material suppliers are always working together, and one contact can lead you to other contacts.
Internet searches
Google is not a bad place to start your search for a shoe factory. However, your average shoe factory in China or Italy may not have an easy-to-find website. If you are looking for a factory in China, you should head directly to Alibaba.com™. Alibaba has listings for thousands of factories. You can search by product, county, and province.
You will find dozens of listings, but beware, many are not actually factories. They are trading companies or agents. These firms are not necessarily bad, but you should dig deep into the listing to make sure you know what you are dealing with.
Business network and social media sites
Websites such as LinkedIn.com™, Coroflot.com™, Malakye.com™, or even Facebook.com™ can provide you with leads for footwear factories or footwear sourcing agents.
The shoemaking world is a huge network of friends, co-workers, associates, and acquaintances. One contact in the trade can lead you to another. Keep looking!
Footwear agents and shoe trading companies
Another way to find a factory is to NOT look for a factory, but instead look for a footwear agent or trading company that will present your project and help you find the right shoe factory.
Search engine research is not a bad place to start looking for an agent. Again, Alibaba.com™ is a great place to start your search. You will find there are many firms that list themselves as “trading” or “sourcing.” These firms will have many contacts. They may also offer quality control help or provide a review for a factory you may have found online. Most importantly, you need to make sure they have footwear experience. It pays to get references when shopping for an agent.
Working with a footwear agent
There are some basic terms you need to expect when working with agents.
You will need to sign confidentiality agreements. Your agent will protect your project from the eyes of competitors. A busy agent may be working with several shoe brands, and may even be working with your competitors.
Sample delivery charges will be your responsibility. FedEx and UPS bills are not cheap for shoes shipping from Asia to the USA or Europe. Plan accordingly.
Costs for shoe outsoles or upper molds are expensive and must be paid for in advance.
The cost of your shoe samples must be paid before shipping from the factory.
Monthly product management or product development fees may be required, depending on the agent. Development costs may vary wildly, you should shop around.
The production minimum order quantity will vary from 500 to 6000 per style, and 500 to 1000 pairs per colorway. You can expect production lead times of 90 to 120 days. Then add time for shipping. For any new customer, the production shoes must be paid for in full before shipping.
Finding the right style factory to manufacture your shoes
You will need to find the right factory for your project. Most shoe factories have a particular expertise. The skills and equipment required to make sports shoes are very different from the skills and equipment required to produce women’s high heels or leather work boots.
A factory’s assembly line and equipment may be set up for cold cement or vulcanizing process but seldom both. A hiking boot factory will have equipment suited for cutting heavy leather and waterproof sealing, while a factory for snowboard boots will have oversized assembly line equipment suitable for tall boots.
There are factories that specialize in women’s fashion shoes, sandals, and men’s dress shoes. Each factory will have relationships with material suppliers and mold factories appropriate to their specific expertise.
Where will you find the factory for your shoes? The style of shoe you plan to make will help determine where in the world your shoes will be made. Athletic shoes are almost always made in Asia. The shoe factories in China, Vietnam, Indonesia, Korea, Taiwan, and Thailand have easy access to the labor and high tech materials required for modern athletic shoes. This type of shoe is generally not made in Europe.
High fashion leather shoes can be made in Asia but high end, high style, high-quality shoes are made in Europe.
Shoe factories in South America are very capable of making leather casual and fashion shoes. South American leather hides are exported to Asia and Europe for manufacturing shoes.
Shoe factories come in all sizes, from just one or two lines squeezed into a single story building, to huge 20 or 30 line factories that look more like a small town or college campus. In China, there are shoe factories with over 20,000 workers in one facility.
What factory size is best for your shoes?
Small factories may be hungry for orders but may lack the internal product development expertise to make complicated shoes. These factories may not have all the expensive machines that a monster factory will have, but the small factory will have an owner that you can meet. If you can build a personal relationship with the owner, you can get your project placed.
You might think that large shoe factories would ignore small brands but this is not always the case. While you may never meet the owners, and you may not get the most experienced technicians working on your project, large factories do support some small brands. The small brands may be served by junior staff members and may have to accept “fill in” or off-season production times, but you may find yourself sharing production space with Nike™ or another super brand.
Shopping for quality
The quality of product coming out of a shoe factory does not usually vary. If you are in a big factory with Nike™ shoes, great! You will be able to enjoy the same high-quality standards. Are you in a factory with “No Name” cut-price brands? Watch out!
When selecting a factory, one of your first questions to ask should be, “who else do you make shoes for?” If you don’t have a chance to visit the factory in person or cannot send a representative to walk the line, then your next bet is to look at what they make for other companies.
If they cannot send you a photo or won’t tell you any other brand names, you may need to look for a different factory.
Do factories help start-up brands?
Shoe factories need volume to make money. Small orders just can’t cover the time and expense of development. The development process for a 500 pair order is the same as a 25,000 pair order.
However, every new customer has a chance to be the next Nike™ or the next flop. The factory sales manager has to decide if your new company is a winner or a loser. Is your company new? Is your company an existing company that is already selling shoes or an existing clothing brand looking to expand into the shoe trade?
Shoe factories prefer to do business with established companies but new companies can get service if they approach a factory correctly. Factories are always looking for orders. With a successful funding platform campaign, like Kickstarter™, you may have orders in-hand when you approach a new factory. 1000 or 2000 pairs is not a big order but it will put you ahead of most other footwear start-ups.
Acabado / Finishing El acabado es el proceso final que se da en los zapatos una vez han sido construidos; consiste en la limpieza, aplicación de cera, crema y pulido del corte. También incluye el lujado de los cantos, raspado del tacón, y el pulido del tacón y los cantos de la suela. El canto de la suela y el tacón se trabajan dándole presión con varias herramientas metálicas, y son acabadas con el abrillantado a máquina en cantos y tacón. La parte superior y el piso se pueden acabar con crema o tintar.
Action leather Cuero vacuno, generalmente serraje de baja calidad cubierto con una fina capa de poliuretano. El recubrimiento puede ser de cualquier color y puede estar grabado con un rodillo. El producto final suele ser un producto con aspecto de cuero liso y con color uniforme. El action leatheraun se clasifica como cuero para los aranceles de importación. Casi todas las zapatillas blancas están hechas con este tipo de piel.
Ahorros o retícula egg crate en suelas y entresuelas / Egg crate rubber midsole Los ahorros, en inglés egg crate,es el término para referirnos a las suelas que tienen en el interior una retícula con hendiduras en forma de panal o diamante. Este recurso se utiliza para rellenar el interior de las suelas y entresuelas, creando un producto más liviano sin renunciar a la robustez de una pieza maciza. En zapatos muy baratos, también se utiliza este recurso como sustituto al relleno de espuma para amortiguar. En otros modelos, esta retícula se emplea para nivelar el interior de la suela y permitir que la entresuela ajuste correctamente. Este reticle también ahorra mucho dinero.
Alcantara™ Microfibras sintéticas de cuero. Este material de aspecto similar ante, con microfibras de alta calidad puede ser muy caro, pero es perfecto para la elaboración de zapatos, guantes; e incluso forros o interiores.
Altura de tacón o inclinación de tacón / Heel lift La altura de tacón de un zapato, o de una horma, es el espacio especificado para la altura de talón sobre el suelo, y está determinado por la horma. Una zapatilla deportiva tiene, generalmente, una altura de tacón de 6 a 8 mm por encima de la bola del pie, siendo esta medida una postura ergonómica estándar que permitirá que el zapato tenga más amortiguación debajo del talón. Un zapato o sandalia informal puede no tener altura de tacón, y un zapato de mujer de tacón alto puede tener una altura de tacón de 10cm o más.
Amara™ Microfibras sintéticas de cuero. Este material de aspecto similar ante, con microfibras de alta calidad puede ser muy caro, pero es perfecto para la elaboración de zapatos, guantes; e incluso forros o interiores.
Amortización o amortizar / Amortization or amortize El jefe de una fábrica acepta que el cliente pague por las herramientas de calzado pieza por pieza. Esto significa establecer una pequeña cantidad a cada par de zapatos para amortizar el coste de las herramientas. Por ejemplo, se puede pagar una factura de herramientas de 10.000 dólares si añadimos un extra de 0,50 dólares a los primeros 20.000 pares que se vendan.
Ancho de la bola / Ball Width Esta es la medida que va desde el lateral hasta el medial de la bola en la parte inferior de la horma. Cuando se miden las hormas, es necesario saber la medida de la bola, que aumentan en torno a 6,35mm por talla.
Anchura del zapato / Width or shoe width
En los Estados Unido y el Reino Unido, la anchura de un zapato se mide en letras: AAA, AA, A, B, C, D, E, EE, EEE y EEEE, 4A, 3A, 2A, A, B, C, D, E, 2E, 3E, 4E, 5E y 6E, o N (estrecho), M (mediano), R (normal) y W (ancho). Estas letras se refieren al ancho del zapato medido a partir del saliente de los dedos.
Ante / Goat suede
El ante es un tipo de piel afelpada parecida al serraje, solo que, con el pelo mucho más fino, y con mejor aspecto. Se obtiene de las cabras adultas, o del cabrito (una cabra de cuatro meses de edad). Cuanto más joven es el animal, mejor es su piel. Una piel de cabra adulta tiene en torno a 6 o 7 pies, mientras que un cabrito, tan solo 2 pies. El grosor puede variar desde 0,5mm a 1mm aproximadamente; y puede tener varios acabados, siendo resultado es una piel de alta calidad que se utiliza para calzado, guantes, bolsos, cinturones y artículos premium, o de lujo. En inglés, el término que se utiliza para denominar el ante de cabra es goat suede; si queremos un ante de mucha calidad nos referimos al kid suede(cabrito), y si queremos un ante de cerdo, pig suede. También existe una denominación de ante vacuno (serraje vacuno de alta calidad) destinado a la confección de calzado y botas de muy alta gama.
Bandeleta o guardabarros / The shoe part: mudguard La bandeleta es la pieza de la zapatilla que se pone en parte delantera, y que recorre la unión con la suela, también se conoce a esta pieza como guardabarros.
Bigote / The shoe part: mustache El bigote es la pieza sobre el talón que va cosida a la zapatilla. Las sneakersclásicas tienen bigote.
Biselado / Feather edge El canto biselado de la horma es la esquina donde el corte y la suela (o la horma) se unen. La horma puede tener un canto suave y redondeado, o un quiebre de 90˚.
Las zapatillas de running que tienen un contorno redondeado y entresuelas moldeadas, se han fabricado con hormas con el canto biselado; mientras que una bota rígida de calzado laboral se ensambla con una horma que tiene el canto recto y la base de la horma plana.
Borde o escote / Top line El borde, también llamado escote, es el canto superior del zapato. También se llama borde al canto superior de la suela.
Briefingde diseño / Design brief El briefingde diseño contiene toda la información esencial para el diseñador de calzado. Por ejemplo: para quién va dirigido este zapato, para qué deporte está diseñado esta zapatilla, cuál es el precio de venta que se tiene pensado para el producto una vez terminado, o para qué país se destina el producto. Un briefingde diseño detallado deberá tener toda la información que el diseñador de calzado necesita para poder empezar.
Calibrador de horma / Last gauge El calibrador dará la forma del talón en el patrón que realicemos. Normalmente se utiliza una tarjeta de papel.
Cantidad mínima de pedido o MOQ / MOQ or Minimum Order Quantity Las fábricas de calzado y los fabricantes de materia prima, a menudo tienen una cantidad mínima de pedido basado en el tamaño del lote del tintado, o el funcionamiento de la maquinaria. Por ejemplo, una malla especial puede requerir una configuración de la máquina que lo teje, por lo tanto, el MOQpuede ser de 500 metros. Para teñir un material de stock puede que el pedido mínimo sea de 50 metros; y si hablamos del ante necesario para calzado, la carga de un tambor pequeño par tintar es de alrededor de 1.000 pies cuadrados. Un zapato básico consume 2 pies, con lo cual, la fábrica solicitará un pedido mínimo de 500 pares por color.
Carrillera o áncora / Eyestay La pieza de alrededor del hueco o garganta del zapato. Puede ser de tejido, tener ojetes, etc.
Carta de crédito o LC/ Letter of Credit, LC, term of payment Una carta de crédito, en inglés Letterof Credit o LC, es una promesa de pago entre empresas. Los compradores y vendedores contratan bancos para que emitan cartas de crédito como una forma de garantizar el pago a los vendedores siempre que cumplan lo acordado. El LCes común en el comercio internacional, siendo más caro en términos de realizar transacciones que una transferencia bancaria normal, ya que garantiza que se realizará un pago si se cumplen ciertas condiciones.
Caucho BR-9000 / Rubber BR-9000 Del butadieno (polímero), es un tipo de goma sintética que proviene de los productos petroquímicos SBR1502. Cuando hablamos de goma sintética, es muy común encontrar el estireno-butadieno (polímero).
Caucho RSS-1/ Rubber RSS-1 Caucho RSS 1 (en inglés, Ribbed Smoked Sheets), también denominado hojas ahumadas, se refiere a la goma producida a partir del caucho o látex en estado crudo; se produce en láminas con textura acanalada mediante la coagulación con ácidos y el prensado, posteriormente las láminas son secadas al aire libre, ahumadas y clasificadas.
Cemento (pegamento)/ Contact cement El cemento para calzado es, generalmente, un pegamento de contacto de PU, o un disolvente con base de agua. Cada pieza se recubre con el cemento y se deja secar; después, las superficies se unen con presión. La presión es muy importante para obtener una buena adherencia. Este tipo de cemento se cura en minutos, pero el pegado completo puede tardar días.
Cerco / Welt
El cerco es la tira de cuero, goma, o plástico que va encima de la suela recorriendo el canto de un zapato. La maquinaria utilizada para este proceso fue inventada en 1869 por Charles Goodyear Junior, el hijo de Charles Goodyear. La construcción Goodyearrequiere mucho tiempo, pero está considerado como la mejor construcción existente para calzado.
Chamude™ Microfibras sintéticas de cuero. Este material de aspecto similar ante, con microfibras de alta calidad puede ser muy caro, pero es perfecto para la elaboración de zapatos, guantes; e incluso forros o interiores.
Chemi-sheet Las planchas chemi-sheet es un material no tejido para hacer refuerzos y contrafuertes; está impregnado con un endurecedor químico que se activa con la aplicación de calor u otro químico; se utiliza comúnmente para los contrafuertes del talón en calzado muy barato.
Clasificados de la piel / Grade Los clasificados de la piel se refieren a la calidad del producto. A: significa que es bueno. B: tiene algunos defectos y puede venderse con descuento. C: no puede venderse y debe repararse, o destruirse.
Contenedor de transporte marítimo/ Shipping containers, ocean containers Un contenedor de transporte marítimo estándar de 40 pies es del mismo tamaño que un remolque de camión. En metros, las medidas aproximadas son 12 x 2,5 x 2,5 metros, y tiene capacidad para cerca de 5.000 pares de zapatos. También existe un tamaño más pequeño de 20 pies, y el Extra Large 40 foot HighCube(aproximadamente 1 pie más alto que el estándar de 40).
Construcción con cerco Goodyear / Goodyear welt La construcción Goodyearconlleva la utilización de un cerco de cuero, goma, o plástico que recorre el canto de la suela de un zapato. La maquinaria utilizada para este proceso fue inventada en 1869 por Charles Goodyear Junior, el hijo de Charles Goodyear. La construcción Goodyearrequiere mucho tiempo, pero está considerado como la mejor construcción existente para calzado.
Contrafuerte / Heel counter Interno o externo, el contrafuerte es la pieza que cubre el talón del zapato. El contrafuerte interior puede estar hecho de goma (en calzado vulcanizado), material termoplástico (para calzado pegado), de una lámina de fibra química (para calzado barato), o de cuero (para calzado de vestir). Dependiendo del tipo de zapato, el contrafuerte puede ser delgado o grueso, suave o rígido. Coordinador de muestras / Sample coordinator Una oficina de desarrollo que esté ocupada trabajará con cientos de modelos a la vez. El coordinador de muestras es como el policía que controla el tráfico, hace un seguimiento de los zapatos. ¿Las muestras siguen en China?, ¿cuándo se enviarán?, ¿la empresa de envío necesita documentación extra para gestionar la importación? El coordinador de muestras es un puesto muy bueno para iniciarse y aprender sobre las operaciones de desarrollo y diseño de calzado.
Cortado de bocatapas/ Heel breasting El cortado de bocatapas es la operación que realiza el zapatero para rebajar y suavizar los bordes de la suela y el tacón, logrando que el material sea más compacto. Se utiliza una herramienta con distintos tamaños de conos o fresas para dar diferentes acabados.
Cortado de patrones / Pattern cutting Se hacen patrones por secciones para el corte, forros, plantillas, tacones, suelas, refuerzos, contrafuertes y topes para la puntera. Se le añaden los entres, o margen de montado, y se cortan las piezas en los materiales que se vayan a utilizar en la fabricación de los modelos.
Cosido del hendido de la suela o ranurado / Outsole channel stitch La base de las suelas suelen tener un hendido, o dos si está en el muro en vez de en la base. Una vez que el zapato está ensamblado, una máquina con brazo doblado, especial para coser materiales gruesos, cose la suela de goma atravesando todas las capas que componen el zapato. Es muy habitual encontrar la puntera con el ranurado cosido en calzado de running, también el hendido cosido en el muro de la suela del calzado de skate, o simplemente en la base de la suela en zapatos tipo náuticos.
Cosmo Cosmoes el nombre de la marca de un tejido no tejido utilizado para forrar el corte de las sneakers, también se utiliza como material de refuerzo.
Costura invertida / Stitch and turn Una costura que se ha hecho para unir dos piezas, después se voltea de adentro hacia afuera para que se oculte la costura. La costura invertida casi siempre se encuentra en la parte del escote del zapato, o en áreas donde se junta con el forro interior. Este tipo de costura también se usa para ocultar los bordes de los materiales utilizados; para que la costura sea más fina, a menudo, los bordes se rebajan para quitar grosor al material antes de coserlo.
Crema encerada / Shoe Finishing Wax
La crema encerada es un tipo de cera que el operario da al corte de los zapatos después de aplicar el tinte. Después de la aplicación, es necesario aplicar presión con una herramienta de metal templada para sellar la cera.
Crupón / Bend leather
El crupón es la parte más valorada, robusta, y grande del cuero vacuno; tiene aproximadamente un grosor de 5 a 8mm, es resistente al agua, aguanta bien la temperatura, y es fácil de trabajar con él. Este tipo de piel se suaviza y se trabaja en bombos de curtición de 15 a 18 meses; es muy utilizado para suelas y tacones.
Cuero Cordovan/ Cordovan leather El cuero Cordovanes un cuero equino curtido con sales de cromo, se utiliza para el corte de zapatos y botas.
Cuero de PVC / PVC leather El cuero sintético de PVC es un material hecho por el hombre, a menudo compuesto por dos capas: una primera capa de soporte hecha de fibras de poliéster tejidas o no tejidas, combinada con una superficie externa mediante un proceso de laminado en seco, o mediante procesos líquidos o húmedos.
Cuero plena flor / Full grain leather El cuero plena flor se refiere a las pieles que no se han lijado, pulido o dividido (a diferencia del cuero rectificado, o semiflor) para eliminar posibles imperfecciones o marcas naturales en la superficie de la piel. El grano natural se mantiene, permitiendo la resistencia y la durabilidad de las fibras. La flor también tiene mejor capacidad para transpirar, lo que produce menos humedad por contacto prolongado. En lugar de desgastarse con el tiempo, desarrolla una pátina. A menudo, muebles y calzado de alta calidad se confeccionan con cuero plena flor.
Cuero rectificado / Corrected-grain leather El cuero rectificado es cualquier piel a la que se le haya aplicado un grano artificial en su superficie. Las pieles utilizadas para crear este tipo de cuero no cumplen con los estándares para el uso con curtido vegetal o anilina. Las imperfecciones se corrigen, o se lijan; se graba un grano de manera artificial en la superficie para después revestirlo con tintes. La mayor parte del cuero con flor corregida se utiliza para hacer cuero pigmentado, ya que el pigmento sólido ayuda a ocultar las correcciones o imperfecciones. Esta calidad de piel puede comprarse con dos acabados: semi-anilina o pigmentado.
Cuero semiflor o rectificado de flor / Top-grain leather Así podemos denominar a la calidad mas utilizada para productos de cuero de alta gama; es la segunda mejor en cuanto a calidad. Tiene la capa superficial “dividida”, por lo que es más delgada y más flexible que la plena flor. Su superficie se ha lijado, y se ha grabado para igualar la capa superficial con un acabado que le da una sensación más fría y plástica. Este tipo de piel tiene menos transpirabilidad y no desarrolla una pátina natural.
Cuero sintético / Synthetic leather El cuero sintético, o PU, es un material hecho por el hombre, a menudo compuesto por dos capas: una primera capa de soporte hecha de fibras de poliéster tejidas o no tejidas, combinada con una superficie externa mediante un proceso de laminado en seco, o mediante procesos líquidos o húmedos.
Cuero vacuno / Cowhide
El cuero vacuno es la principal materia prima para la fabricación de calzado. El crupón es la pieza más robusta y grande, se encuentra a ambos lados de la columna vertebral. El cuello se utiliza para plantas y entresuelas; mientras que las faldas se usan para el cerco, topes en las punteras, y contrafuertes.
La piel de curtido vegetal es adecuada para el forro y para las piezas inferiores del zapato, mientras que el corte es mejor hacerlo con piel curtida al cromo.
Cut and buff midsole Cut and buffes la construcción de entresuelas más utilizada para las zapatillas de correr. Las Nike Cortezy muchos modelos clásicos deNew Balanceusan este tipo de construcción. Las entresuelas cutt and buffse fabrican mediante el pegado de un perfil de EVAa una entresuela de goma plana. El perfil de EVAhace que la puntera sea más fina y el talón más grueso. Una vez adherido la EVAa la goma, se corta mediante troquel para corregir el contorno. Finalmente, se lleva a una piedra de esmerilado para pulir la pared de la suela.
Denier El denieres la medida utilizada en relación con el peso y la longitud del hilo, 1 denier = 1 gramo por 9.000 metros de hilo. El denier más común es de 110D para tejidos muy ligeros; y, por otro lado, 420D y 600D son más comunes en tejidos destinados al calzado. 1000D se utiliza para botas y bolsos.
Desarrollador de calzado / Developers or shoe developers Diferente al trabajo de diseñador de calzado, el trabajo de los desarrolladores es interpretar el dibujo y convertirlo en un zapato real que uno se puede poner en los pies. El desarrollador de calzado es el que escribe las especificaciones técnicas, verifica los planos, y se comunica con la fábrica.
El trabajo de los desarrolladores consiste en hacer el zapato y evitar que los diseñadores hagan un zapato precioso que no se adapte bien. Los desarrolladores son los ingenieros de los prototipos de calzado, y los encargados de seguir el calendario marcado. Para ser desarrollador puede que empieces como un diseñador, aprendiz, o asistente. Prepárate para viajar.
Desperdicio / Cutting interlock loss El desperdicio es el material perdido al cortar una pieza grande de un patrón. Por ejemplo, el patrón de bota clásica de senderismo que está cortado en una sola pieza, no se ajusta bien a la piel. Por tanto, todo el material que queda sin aprovechar se pierde.
Despiezado / Pattern El despiezado es el recorte de las piezas que conforman el diseño; este patrón se ajusta a la horma. Tanto diseñadores como desarrolladores hacen a menudo ajustes en el patrón al crear un nuevo zapato.
Director de producto o responsables de línea de productos / Product managers or product line managers En inglés se utiliza la abreviatura PMpara product manager, cuya tarea es averiguar en qué trabajar, y poner en marcha el trabajo del desarrollador y del diseñador informando del tipo de calzado que se debe hacer. El responsable de producto trabaja con el equipo de ventas y con los clientes para averiguar lo que necesitan. El PMtambién tiene la tarea de ver más allá. ¿Qué necesitará la gente el año que viene?, ¿qué colores estarán de moda?, contar con experiencia en venta al por menor, cifras de ventas, y tener un título de marketing será muy útil para desempeñar este cargo. Es muy común que diseñadores y desarrolladores opten a ascensos para este tipo de puestos.
Diseñador de calzado / Designers or shoe designers Dependiendo a quién le preguntes, este es el trabajo más fácil, o el más difícil. El diseñador debe dibujar lo que la gente quiere ponerse en los pies. Los diseñadores dibujan los zapatos y trabajan con los desarrolladores para hacer los prototipos perfectos. Estar al día en tendencias, color y saber lo que esta de moda son habilidades importantes.
Para ser un diseñador de calzado, estudiar en una escuela de arte puede ayudarte; obtener el título en diseño industrial o diseño de producto es un buen paso, pero si sabes dibujar extremadamente bien, ¿para qué ir a la universidad?
Dispositivo Brannock™ / Brannock™ device Seguro que has visto esta herramienta en las tiendas de calzado, es el dispositivo estándar para medir pies. Si trabajas como desarrollador de calzado, deberás tener un dispositivo Brannocken tu oficina. Cuando una persona te menciona que un zapato le queda suelto o ajustado, lo primero que se debe hacer es medir sus pies con el dispositivo Brannock. Este dispositivo te dará las medidas de longitud y anchura, recuerda medir los pies izquierdo y derecho. También es importante medir con la cinta métrica la bola del pie.
Durómetro / Durometer El durómetro es la herramienta para medir la dureza de un material. Se debe especificar el valor Shorede todas las piezas de goma, espuma y plástico. Se necesitan dos medidores de durómetro diferentes. El durómetro Asker Ces el más utilizado para EVA; Shore25C es un valor muy suave, 55C es un valor estándar para una entresuela, y 85C es un valor muy duro. Para goma plástica, necesitarás el Asker A, siendo Shore55A bueno para una suela de goma. Un valor mayor de 60 significa que la goma es rígida, pesada, y descalzará. La escala del durómetro fue definida por Albert Ferdinand Shore, quien desarrolló un dispositivo de medición para medir la dureza Shoreen la década de 1920.
Shore 20A = gomas elásticas; Shore 40A = borrador de un lápiz; Shore 60A = rueda de un coche; Shore 80A = cinturón de cuero; Shore 100A = Rueda de un carrito de compras.
Elaboración especial o SMU / SMU or Special Make Up La elaboración especial, en inglés Special Make Upo SMU, se refiere a una producción especial de zapatos. Los zapatos hechos por encargo pueden ser para una tienda de calzado concreta, o para un distribuidor internacional. Este tipo de calzado, generalmente, requiere un tratamiento especial de color o de material. El jefe de producto de los artículos MTOtrabajará estrechamente con el jefe de ventas, el jefe de la línea de productos, los vendedores, y los diseñadores para crear nuevos productos. Los proyectos de MTOpueden llevarse a la venta rápidamente, ya que no requieren de un período de venta o de reserva concreta. Una vez confirmado el diseño, la orden se manda a la fábrica.
En crudo / Greige
En crudo se refiere a los tejidos que han sido fabricados y se mantienen en su forma “natural”. En inglés se utiliza el termino greige, pronunciado como grey-sh. El material en crudo tiene su color original, y las fábricas almacenan los tejidos en crudo hasta que un interesado lo compre. Con el pedido en la mano, la fábrica tintará el tejido para suplir la orden. Entresuela en cuña / Wedge or midsole wedge La entresuela de espuma EVA en un zapato, más fina en la parte delantera y más alta en la zona del talón. Al usar la palabra inglesawedge, normalmente nos referimos a la pieza troquelada de la entresuela que tiene forma de cuña.
Encintar el corte / Upper or taped shoe upper Una manera rápida de crear un nuevo patrón de calzado, o de ver tu diseño cobrar vida, es encintar un zapato y dibujar el nuevo diseño sobre él. En nuestra ocupada oficina de diseño, a veces hacemos este proceso y lo enviamos directamente a la fábrica. Este método también nos permite ver si hay algún problema de diseño antes que crear la muestra.
Encintar la horma / Taped shoe last Encintar la horma significa cubrir la horma con cinta de carrocero, o cinta de carpintero. Una vez que la horma esté cubierta con varias capas, se dibuja el diseño sobre de la cinta; finalizado el diseño, se despega la cinta para colocarla en una superficie plana, o una cartulina, para crear los patrones del modelo.
Entresuela / Midsole La entresuela es el componente de un zapato que encontramos entre el corte y la suela; se utiliza para proporcionar amortiguación, comodidad y soporte. Suele estar hecha de espuma EVAo PU.
Entresuela troquelada de EVA/ Die cut EVA midsole La entresuela troquelada de EVAes una forma sencilla de agregar espuma amortiguadora a la base del zapato. La suela tiene que tener un hueco previamente moldeado en la goma, donde la pieza troquelada de espuma se pega en la cavidad. La entresuela de EVApuede ser completamente plana, o estar perfilada; y nunca será visible desde el exterior del zapato, ya que estará rodeada por la suela y se encuentra bajo la plantilla strobel,o la planta.
Escalado de tallas / Grading or size grade Consiste en la realización de diferentes tallas del modelo de zapato. El tamaño de la muestra, o el tamaño del desarrollo suele ser para hombres la talla 9 americana, y para mujeres la talla 7 americana. Una vez que se confirma la muestra, los tamaños extremos se hacen en las tallas 5 y 12. Después, se escalan todos los tamaños intermedios. Actualmente, el escalado de tallas se realiza por software, y los modelos se revisan por el jefe patronista.
Espuma de PU / PU Foam Es el acolchado más comúnmente utilizado dentro de la lengüeta y escote de las zapatillas. Las celdas abiertas de la espuma de poliuretano permiten la entrada del aire y del agua. Puede ser muy blanda. También se conoce a este tipo de espuma como espuma de KFF o, K360.
Espuma para entresuela de PU / PU midsole foam Otra manera de ver el poliuretano; en este caso, en espuma, o inyectado mediante aire en moldes cerrados. Se utiliza para entresuelas, plantillas y algunas piezas del corte que requieran de amortiguación. Puede ser más pesado que la EVA, pero es más elástico y flexible. El calzado laboral y las botas de senderismo suelen tener suelas de PU.
Estabilizador de la entresuela / Heel stabilizer El estabilizador del talón puede ser de goma, plástico, o cuero. Esta pieza se adhiere a la entresuela y al corte en el exterior de la zapatilla como parte funcional y estética. Muy común en entresuelas cut and buff. EVA El etileno acetato de vinilo, EVApor sus siglas en inglés, es el polímero de etileno y acetato de vinilo. El porcentaje de peso del acetato de vinilo varía del 10 al 40%, con el restante compuesto de etileno. La espuma EVA es la más utilizada en la fabricación de piezas acolchadas en calzado. Por ejemplo, en plantas y plantillas de espuma, aunque también se utiliza para el corte de manera muy habitual. Se puede conformar en caliente, o en frío, y se fabrica en cualquier color y rangos de dureza, o por inyección.
EVA moldeada por compresióno CM EVA / EVA or CM EVA foam EVA moldeada por compresión, o CM EVA. Un material ampliamente utilizado en las entresuelas por su amortiguación y compresión. A Nikele gusta llamarlo Phylon, aunque es el mismo material independientemente del nombre. EVAes más utilizado para las entresuelas de zapatillas, ya que es fácil de cortar, moldear e inyectar, y a la vez es ligero y duradero. La EVAmoldeada se puede hacer en muchos grados dependiendo de la mezcla química; variar la cantidad de relleno, y mezclar con mayor o menor cantidad de acetato de vinilo hace que la EVAsea suave como una almohadilla, o dura como una roca.
Festoneado / Gimping El festoneado es el decorado de los cantos, o de las piezas del zapato por medio de un troquel. El operario realiza esta acción con la máquina de festonear, donde se utilizan unas ruedas que están fabricadas con diferentes dibujos para adaptarse al diseño.
FOB “Franco a bordo” (término de compras) / FOB “Free On Board” Purchase Term En la mayoría de los casos, cuando se negocia el precio del calzado, hay que ser claros y especificar cual será el destino final del producto. En muchos casos el precio FOBincluye el transporte al puerto más cercano. En el sur de China, sería FOBYantian. El vendedor es el responsable del transporte terrestre hacia el puerto de embarque, más los costes de carga del producto. Ver también el término precio en fábrica.
Forro del zapato / Lining of a shoe 1. Forro del talón, o trasera: pieza interior con forma de herradura que va desde la mitad del zapato, hacia atrás. 2. Forro de la pala: pieza interior que cubre toda la parte delantera (y los dedos) del modelo. 3. Plantilla: pieza interior que cubre todo, o parte de la superficie superior de la planta.
Foxing / Foxing tape En el calzado vulcanizado, o autoclave, el foxing es la banda de goma que forma la pared lateral, o el canto de la suela, cubriendo ligeramente el corte.
Garganta del zapato / Throat of the shoe La garganta del zapato es la abertura donde se sujeta la lengüeta del zapato, extendiéndose por los cordones. La garganta, generalmente, está rodeada por las carrilleras.
Goma natural o NR/ NR or Natural Rubber La goma natural, en inglés abreviado con las siglas NR, se produce del látex obtenido de las plantaciones de los árboles del caucho. Las aplicaciones más comunes en los que se procesa la goma natural son: planchas, suelas de crepé, bloques de goma y concentrados de látex en conserva.
Guarnecido de materiales/ Stock fitting El guarnecido de materiales es una operación de ensamblaje que se realiza fuera del lugar de la cadena de montaje principal. Por ejemplo, los componentes sueltos que componen la suela de una zapatilla se ensamblan en una línea de montaje paralela antes de ser llevados a la línea de montaje principal. El guarnecido de materiales, o stock fitting, reduce las operaciones en la línea principal para que las líneas de montaje de calzado puedan funcionar de manera más eficiente y rápida. Este tipo de trabajo también permite realizar inspecciones de calidad, y operaciones más complejas que no se pueden realizar en la línea de montaje principal.
Halogenante / Primer Las soluciones halogenantes, o primer,es un producto de limpieza, disolvente, o producto a base de agua, que se utiliza para unir superficies. El primerelimina cualquier aceite del molde donde se han hecho previamente las piezas; es esencial para una buena adherencia del pegamento. Durante una operación de montado, ambas superficies a unir se pasan por un proceso de halogenado antes de aplicarle el cemento. Entre cada aplicación, las piezas del zapato pasan a través de un túnel de calor para poder secar rápidamente la solución halogenante; es muy importante que el primer coincidida con el tipo de material que va a pegar, ya que goma, cuero, o EVA,requerirán un halogenado diferente.
Herrete/ Aglet El herrete es esa pequeña pieza de plástico o metal que encontramos en el extremo del cordón de las zapatillas.
Hi-Skin Microfibras sintéticas de cuero. Este material de aspecto similar ante, con microfibras de alta calidad puede ser muy caro, pero es perfecto para la elaboración de zapatos, guantes, adornos; e incluso forros o interiores. Horno de vulcanizado o autoclave / Vulcanizing oven El horno de vulcanizado es un tanque a presión, calentado por vapor, que se utiliza para curar la suela de los zapatos vulcanizados. Se pueden calentar de 500 a 1.000 pares a la vez. El proceso de calentamiento fusiona las piezas de goma de la suela con el corte de la zapatilla.
Holgura de punta o puntos perdidos / Overmeasure
Horma / Last La horma es el molde con forma de pie que se utiliza para fabricar el calzado. Las hormas pueden ser de plástico, metal o madera.
Hueco / Shoe collar or top Line El hueco, a veces llamado escote, es el área de apertura de un zapato por la parte superior. Huella plantar o huella de la pisada / Foot imprint La holgura de la punta es el espacio interior existente entre la punta de los dedos del pie hasta el final de la punta del zapato. Los puntos perdidos son muy importantes en las botas de snowboardy en las botas de caza. Según la moda, los zapatos pueden tener muchos o pocos puntos perdidos.
La huella de la pisada se hace con un podoscopio. Nos da una imagen exacta del arco del pie, de los puntos de apoyo del arco, y de la posición de los dedos.
ISNR 20 (TSR 20) ISNR 20 (TSR 20) se refiere a goma de uso general clasificado por normas técnicas precisas y no por características visuales. Algunos estándares pueden variar en función del origen. Técnicamente, la goma clasificada como TSR se utiliza para fabricar neumáticos, tubos, alfombras de goma, material de amortiguación, impermeabilizantes, láminas micro celulares para tapicería y embalaje, cintas transportadoras, calzado y otros productos de caucho.
Lado lateral o externo / Lateral side El lado lateral, o externo, es el exterior del pie o del zapato; el lado que no arquea.
Lado medial o lado interno / Medial side El lado medial se refiere al interior del pie o del zapado, la zona arqueada. Al exterior se le denomina parte lateral o externo.
Laminillas / Sipes Las laminillas conforman el patrón que encontramos en la parte inferior de la suela de una zapatilla, sobre todo en zapatos tipo náutico. El patrón de las laminillas ayuda a disipar el agua y evitan el resbalarse.
Lengüeta / Shoe Tongue La lengüeta amortigua la parte superior del pie; está cosida a la pieza de la pala del zapato, y en ocasiones, también a las carrilleras. La lengüeta puede tener tiras elásticas para mantener la pieza centrada, o una pestaña por donde pasan los cordones. Dependiendo del tipo del calzado, la lengüeta puede estar hecha de una sola capa de cuero, o hasta un par de centímetros de espuma de PU.
Lezna o punzón / Awl La lezna es un punzón con el mango de madera. Los zapateros suelen utilizar las leznas para abrir los agujeros del cosido en el cerco.
Lijar, rebajar o esmerilar / Buff or buffing Proceso de eliminar material a través del lijado. Por ejemplo, las entresuelas de EVA se lijan antes del montado para ayudar a que la superficie lisa sea rugosa y obtener una mejor adherencia al corte. La fábrica de calzado utilizará una máquina especial con una rueda de metal, o de piedra.
Línea de partición o línea de separación / Parting line or outsole parting-plane En un molde de suelas, la línea de partición es la línea que se crea por los bordes del cierre de la herramienta. El molde se divide por la línea de separación, y puede tener uno o dos planos por donde se separa. Por estas líneas puede salir un exceso de goma que tendrá que ser eliminada posteriormente. Una línea de partición estrecha y fina es un signo de que las herramientas son de calidad.
Mano de obra, gastos generales y beneficios o LOP/ LOP or labor overhead and profit La mano de obra, los gastos generales, y el beneficio,es una parte fundamental en una fábrica de calzado a la hora de establecer el precio de un modelo. La fábrica sumará todos los costes de materia prima, y después agregará la tasa de mano de obra, gastos generales, y beneficio requeridos. El LOPpuede ser del 30% del coste total del modelo. Desde unos cuantos dólares por un zapato de skatesencillo, hasta 10 o 15 dólares por una bota de snowboard. Algunas fábricas agregan un porcentaje sobre el coste del material para establecer el LOP; otras fábricas calculan cuidadosamente cada componente.
Margen de adherencia del pegado / Shoe cement bonding margin El margen de adherencia es el espacio necesario para conseguir una unión fuerte del pegamento a la suela de goma; si la goma tiene un margen de unión de solo 2mm, puede desprenderse del corte. Un margen de adhesión correcto ronda los 12mm.
El margen para extender el pegamento es de unos 2mm. El pegamento se extiende en suela aplicándose hasta 2mm del borde de la suela. Esto permite una buena adherencia y evitaremos un exceso de pegamento, impidiendo que quede amarillo y no quede bien.
Margen de montado / Lasting margin El corte, una vez se monta en la horma, deja un margen doblado en la base para poder posicionarlo sobre la planta de montado. Un margen de montado adecuado es de entre 15 y 20mm.
Margen de pegado / Glue allowance or glue line El margen para extender el pegamento es de unos 2mm. El pegamento se extiende en suela aplicándose hasta 2 mm del borde de la suela. Esto permite una buena adherencia y evitaremos un exceso de pegamento, impidiendo que quede amarillo y no quede bien.
Moldeo por soplado / Blow molding Este proceso comienza con el derretimiento del plástico, formando un parisón. El parisón es una pieza de plástico con forma de tubo que tiene un orificio en uno de los extremos por el que pasa aire comprimido. El parisón, posteriormente, se fija en un molde donde se le sopla aire. La presión del aire empuja el plástico para que quede con la forma del molde; y una vez que el plástico se haya enfriado y endurecido, el molde se abre y se saca la pieza.
Montado(pegado)/ Cement or board lasting Proceso de montado donde se usa una palmilla o planta de montado (normalmente cartón o Texon) en la base de la horma para, posteriormente, pegar el margen de montado sobre la plantilla de cartón, o palmilla. Este tipo de calzado suele ser más rígido y pesado, y es necesario la utilización de una máquina especial para trabajar el corte y el pegado a la vez.
Montado / Lasting El montado se refiere a la operación que monta y estira el corte del zapato sobre la horma y la planta. Casi todos los zapatos se montan en algún momento del proceso. Con el corte sobre la horma, la suela se ensambla y se prensa. Una vez unida la suela, el zapato se podrá deshormar. Existen muchos tipos de operaciones de montado: montado slip, montado con palmilla, montado por la puntera, montado del enfranque, montado del talón, montado a cordón, montado tipo California, y montado a mano.
Montado a cordón / String lasted Este tipo de montado se utiliza en calzado barato; se consigue cosiendo una cuerda en el borde inferior del corte de la zapatilla para después tirar de la cuerda y ajustar el corte hacia abajo sobre la horma. Este proceso solo puede utilizarse en calzado de tela.
Montado a la fuerza / Force lasting Es el proceso donde la planta de montado, o la planta strobel(normalmente de hecha de un tejido canvas, o de un tejido no tejido) se cose alrededor del canto inferior para completar el corte. En este tipo de montado, la horma se introduce, o se fuerza dentro del corte, previamente calentado. Normalmente se utiliza para calzado ligero y flexible, como el calzado de running. Al montado a la fuerza también se le denomina montado tipo slip.
Montado doble / Double lasting El montado doble se da cuando un zapato se somete a dos operaciones de montado diferentes durante el ensamblaje. La primera operación de montado puede ser ajustar el forro de piel, o un forro impermeable a la horma; y a segunda operación de montado se dedicaría al corte del zapato. Este tipo de montado doble se utiliza a menudo para esconder una entresuela de espuma moldeada dentro del zapato.
Montado tipo slip/ Slip lasting El montado tipo slipes el tipo de ensamblaje donde la plantilla o planta Strobel(normalmente hecho con un canvas,o un tejido no tejido) se cose alrededor del canto inferior para completar el corte de la zapatilla. Normalmente se utiliza esta construcción para calzado ligero, flexible, y zapatillas de running.
MTO o hecho por encargo/ MTO or Made to Order Hecho por encargo, más comúnmente encontrado con las siglas en inglés MTO, se refiere a producción especial de zapatos. Los zapatos hechos por encargo pueden ser para una tienda de calzado concreta, o para un distribuidor internacional. Este tipo de calzado generalmente requiere un tratamiento especial de color o material. El jefe de producto de los artículos MTOtrabajará estrechamente con el jefe de ventas, el jefe de la línea de productos, los vendedores, y los diseñadores para crear nuevos productos. Los proyectos de MTOpueden llevarse a la venta rápidamente, ya que no requieren de un período de venta, o reserva concreta. Una vez confirmado el diseño, la orden se manda a la fábrica.
Muesca del talón / Heel notch Esta muesca se encuentra en la parte superior trasera del hueco del zapato, por encima del talón; también se puede llamar hendidura.
Nobuk / Nu-buck leather El nobuk es un tipo de cuero bovino que ha sido esmerilado en la capa inversa de la flor para darle un acabado superficial muy suave y aterciopelado con fibras cortas.
Nobuk sintético / Synthetic Nubuck El nobuk sintético es un material hecho por el hombre, a menudo compuesto por dos capas: una primera capa de soporte hecha de fibras de poliéster tejidas, o no tejidas, combinada con una superficie externa mediante un proceso de laminado en seco. La superficie está ligeramente esmerilada para obtener un acabado suave y mate. Es un material muy utilizado en la industria del calzado.
Ojete / Eyelet El agujero por el cual pasan los cordones y se atan las zapatillas.
Ortho-lite Ortho-litees una marca de plantillas anatómicas de espuma de PU cristalizada. Son ligeras, flexibles y cómodas. Esta plantilla se puede encontrar en los zapatos de runningde alta gama. Pago de T/T / T/T payment T/T significa transferencia telegráfica o transferencia de télex; es una forma de transferencia bancaria muy simple que asegura una forma rápida y económica de transferir dinero al extranjero. En el comercio internacional tradicional es arriesgado el uso de trasferencias bancarias, ya que el dinero va directo a la cuenta del proveedor antes de que el comprador haya recibido el pedido. Para empresas con un largo historial de confianza, la T/T es rápida y fácil.
Pala / Vamp or shoe vamp La pala es la parte del zapato que se encuentra encima de los dedos de los pies; en el pie, a esta parte se le llama empeine. La pala, a menudo está fabricada de tejido de malla transpirable, o tiene perforaciones para una mejor transpirabilidad.
Pantonera / Pantone Books PantoneInc. es una sociedad con sede en Carlstadt, Nueva Jersey. La empresa es conocida por su Pantone Matching System(PMS), un espacio de color exclusivo utilizado en una variedad de industrias, principalmente en la impresión, aunque también en la fabricación de pintura de color, tejidos, y plásticos. Es la única manera de asegurar que los colores sean los correctos.
Pared o lateral / The shoe part: quarter panel La pared es la pieza principal del lateral del zapato. El swooshde Nike, la “N” deNew Balance, y la “V” de Vansestán posicionadas en la pared, o lateral.
Patronista o modelista / Pattern maker or pattern master El patronista es el técnico que transforma el dibujo hecho en 2D, en un patrón en 3D que se adapta a una horma concreta. El diseñador dibuja el zapato, el patronista lo convierte en un zapato real. Un modelista profesional con experiencia puede mejorar tus diseños, mientras que un patronista novato puede arruinarlo.
Perímetro / Girth El perímetro es la distancia alrededor de un objeto. Al medir una horma, se necesita saber el perímetro de la articulación o bola (empeine dedos), el perímetro del empeine o cintura (empeine bajo), y el perímetro del talón (empeine alto).
Perímetro de la bola o articulación/ Ball Girth or joint girth
El perímetro de la bola es la circunferencia de la horma en la zona de la articulación. En la horma, se mide desde el punto lateral hasta el medial de la bola. Cuando se miden las hormas, es necesario saber la medida de la bola, que aumentan en torno a 6,35mm por talla.
Picados / Brogueing row
La línea de picados es una hilera de agujeros que pueden ser del mismo tamaño, o alternar varios tamaños; el intervalo se hace de manera regular a lo largo de los cantos de las piezas del corte del zapato.
Piel box calfo piel de ternera / Box Calf leather
La piel box calfo piel de ternera se curte con sales de cromo, y está considerada como el mejor material para los cortes de los zapatos y botas.
Piel boxo piel vacuno / Box cowhide leather
La piel denominada box, se refiere a las pieles de origen vacuno que han sido curtidas con sales de cromo. Se utiliza para el corte de los zapatos.
Piso / Tread or shoe tread El piso es la parte del zapato que está en contacto con el suelo, en sneakers, generalmente es de goma.
Planta de montado o palmilla / Insole Board or lasting board Para reforzar el calzado, se utiliza una palmilla o planta de montado, que se ensambla junto con el corte; suele ser de cartón rígido, plástico u otros materiales, y proporciona una mejor estructura dentro del zapato. Por ejemplo, una bota de senderismo rígida tendrá una planta de montado de plástico. En inglés se conoce este término como lasting boardo insole board.
Plantilla / Sockliner or Sock liner La plantilla es la pieza de espuma acolchada sobre la que apoya el pie. Puede ser extraíble o pegada. En calzado de alta gama, este tipo de plantillas acolchadas son de espuma EVAo de PUmoldeado, y las plantillas de calzado de gama baja suelen ser de EVAtroquelada.
Plantilla anatómica / Footbed La plantilla anatómica, aunque normalmente denominado footbed. Se refiere a la pieza de espuma, acolchada sobre la que apoya el pie. Puede ser extraíble o ir pegada. En calzado de alta gama, este tipo de plantillas acolchadas son de espuma EVAo de PUmoldeado.
Plantilla o calcetín Strobel / Strobel sock or strobel board La plantilla, calcetín o planta strobeles la pieza de tejido, cartón o tejido no tejido, que se utiliza para terminar la parte inferior del corte de una zapatilla. El operario utiliza una máquina Strobelpara hacer el cosido y unir la plantilla al corte. Fue inventado por un hombre llamado Strobel.
Polipiel / PU leather La polipiel es un material hecho por el hombre, a menudo compuesto por dos capas: una primera capa base, o de soporte, hecha con fibras de poliéster tejidas o no tejidas, combinada con una superficie externa mediante un proceso de laminado en seco, o mediante procesos húmedos.
Poliuretano / Poly-Urethane El poliuretano, o PU,es un material sintético (plástico) con burbujas o células minúsculas, y una superficie que se asemeja al cuero. Se utiliza como material para el corte del calzado y, de diferente manera, en entresuelas o almohadillas de espuma.
Porcentaje de desperdicio / Cutting loss El porcentaje de desperdicio, o pérdida en el corte, es la cantidad de material sobrante una vez que todas las partes son cortadas. Dependiendo del tipo de material, la pérdida de corte puede ser del 2% al 15%. El porcentaje también depende del tamaño y de la forma de las piezas que se cortan; un tejido de malla tiene poco porcentaje de desperdicio, por el contrario, el cuero puede tener mayor pérdida.
Es importante mantener el porcentaje de desperdicio al mínimo posible, ya que esta pérdida se agregará al coste total del zapato. Un cortador experto ahorrará mucho dinero a la fábrica.
Precio al por mayor / Wholesale Price El precio al por mayor es el coste que la tienda paga por comprar un artículo a la marca de calzado, o al mayorista. El precio mayorista es, generalmente, el 50% del precio minorista. Una tienda con mucho volumen puede negociar un pequeño descuento sobre el precio del mayorista. Cuando en una tienda veas unos zapatos que han sido rebajados al 50%, piensa que con ese precio quieren cubrir los gastos.
Precio en fábrica (término de compras) / Ex-Works price purchase term Cuando se negocia el precio de un zapato con la fábrica, hay que ser claros y especificar dónde tiene que ser enviado el pedido. Precio en fábrica significa que el precio que ha dado la fábrica para el zapato no incluye envío. El comprador será responsable de recoger el producto en la fábrica.
Precio minorista / Retail Price El precio minorista, o precio de venta, es el precio que un cliente paga en tienda por un par de zapatos.
Presillas / Lace Loop Generalmente están fabricadas con un tejido de nylon, y es una manera muy común para ajustar los cordones. Las presillas se suelen coser bajo las carrilleras para queden ocultas.
Probarse / Try on También conocido como calzarse, se refiere a la sensación inicial cuando se prueba un zapato en la tienda. Un corte bien logrado y una plantilla blanda pueden dar al zapato una buena sensación al probarse, pero se allanará, o se comprimirá rápidamente al usarlo. La plantilla y el forro pueden hacer o deshacer la sensación.
Proceso de fabricación de montado / Cold cement shoe making process Proceso de pegado para ensamblar el corte del zapato a la suela sin requerir de un horno. La suela de goma y espuma de EVA está previamente curada. Se utiliza cemento para PUcon base de agua, o solvente para unir la suela al corte. Este tipo de montado requiere túneles de calor para secar el primer,o el halogenado y el cemento; ya que, normalmente, el corte y la suela reciben una capa de primery dos capas de cemento para calzado antes de unirlas entre sí. Una vez que las piezas están pegadas, se utiliza una prensa para suelas que presiona las piezas; generalmente son 3 operaciones las que dan presión: corte, laterales y desde la puntera hacia atrás.
Prueba de abrasión del caucho o NBS/ NBS or Rubber Abrasion Tester Las siglas en inglés para NBSse refieren a un sistema de calificación para el desgaste de goma por abrasión. La clasificación que se utiliza para medir la prueba de abrasión del caucho es: 400, 800 o 1.200 NBS.
PU Abreviatura de poliuretano, los materiales que componen el corte del zapato suelen utilizar una capa muy fina de espuma de PUjunto con un tejido no tejido como refuerzo para añadir resistencia al material principal. Podemos encontrar el PUen cientos de texturas y colores diferentes.
Pullover Con el pulloverse verifica el patrón y el ajuste sobre la horma. Al desarrollar un zapato por primera vez, lo primero que verás es el corte sin suela, y seguramente sin logotipos ni grafías. El pulloverno se hace con el color correcto, sino con cualquier color disponible por el fabricante. Durante la fase de desarrollo, se pueden ver varios pullovershasta que el patrón esté correcto. También se ven pullovershechos de cada talla durante la fase de preproducción; es muy común que se manden a la fábrica de suelas para asegurar que la parte inferior del modelo se ajuste correctamente.
Puntera / Toe box or toe tip La puntera es la pieza que se encuentra en la parte delantera del zapato, o el área del zapato donde se encuentran los dedos. Suele ir reforzado. Existen muchos tipos de punteras, con diferentes tamaños y anchuras. Los zapatos orientados a moda pueden tener punteras con menos espacio y puntiagudas, mientras que el calzado de trabajo tiene más espacio para los dedos.
Quebrante de la puntera o salida / Toe spring El quebrante de la puntera es el hueco que se ve entre una superficie plana y la puntera de una horma, zapato o patrón; es la distancia vacía que queda desde la base de puntera al suelo. Una bota dura de senderismo puede tener una salida de 15mm, mientras que una zapatilla de corte informal puede tener una salida de 5 mm aproximadamente. Como regla general, cuanto más rígida es la suela del zapato, más quebrante de puntera se necesita para dar una zancada normal.
Rebajar / Skive
Rebajar el canto significa lijar los bordes de las piezas de piel, o de las plantas de montado. Esto hará que el grosor se reduzca y evitará pliegues o bultos en el zapato terminado.
Rebastado o cardado / Roughing Rebastar, o cardar, significa quitar material mediante un proceso de lijado o cepillado. Por ejemplo, las entresuelas de EVAse cardan antes del montado para ayudar a que la superficie lisa sea rugosa y adopte una mejor adherencia al halogenado y al pegamento.
Red / Web La red de la suela, o del piso son los espacios planos que hay entre los tacos.
Refuerzo / Back stiffener El refuerzo se encuentra en el interior de los zapatos, a la altura de los laterales, o paredes.
Relleno / Padding Se refiere a la espuma u otro material que encontramos dentro del hueco del zapato, o en la lengüeta; sirve para dar grosor, amortiguación y mejorar el calce. Generalmente está hecho de espuma de poliuretano, látex, EVAo PE.
Rendimiento de corte / Cutting yield El rendimiento del corte puede explicarse como lo contrario al desperdicio, aunque no es exactamente lo mismo. Al cortar un patrón grande en una pieza de piel pequeña, el rendimiento de corte será alto, ya que hay poco desperdicio de materia prima. Generalmente, cuanto más grande sea la materia prima, mejor rendimiento de corte se consigue.
Representante y sub representante de ventas / Sales representative and sub rep Vender zapatos es una buena manera de involucrarse con el mundo del calzado, ya que la fuerza de ventas puede revelar mucha información sobre el comercio del calzado. Un buen representante de ventas puede ayudar a dar forma a la línea de productos. Esto se debe a que está en la primera línea de venta de los zapatos, y los vendedores saben de primera mano lo que el cliente busca. Este vendedor puede ser ascendido a un puesto de director de línea de productos si hace crecer el negocio de manera adecuada.
Resistencia a la compresión / Compression set or compression resistance Cuando en la fabricación de calzado se trabaja con productos hechos de espuma, nos interesa saber cuánto durará la espuma si la utilizamos en una plantilla o en la entresuela. La resistencia a la compresión es la cantidad de espuma que se recuperará después de ser comprimida. Esta resistencia se mide en un porcentaje; por ejemplo, una espuma que resiste bien la compresión puede tener un valor de 4%; por el contrario, una espuma que está dañada por impacto puede tener un porcentaje de 45%. La EVAde mala calidad tiene un alto valor de compresión, mientras que la espuma de PU de alta calidad durará para siempre con una resistencia de compresión muy baja.
Rubber sole color dam Es el equivalente a una presa para color en suelas de goma, se refiere a los topes existentes en los moldes de suelas de goma de zapatillas. Estas presas o topes son los encargados de crear las hendiduras y diferentes formas o dibujos que componen la suela. El piso o suela de una sneakertendrá presas para color que dividen todos los diferentes colores en la suela.
Sentido del cedido / Leather Direction of Stretch El sentido del cedido es muy importante para establecer la forma. El sentido de la pala debe estar orientado para que la piel pueda expandirse a lo ancho, y no a lo largo. Si los laterales, o el escote del zapato se expanden a lo largo, lo harán en torno a 1 o 2 cm, y el zapato perderá su forma y calce.
Serraje o Split leather/ Split leather or cow suede leather El split leatheres un tipo de serraje de baja calidad que se crea a partir de la parte fibrosa de la restante una vez se ha separado de la plena flor del cuero. Durante la operación de dividido de la piel, las divisiones superior e inferior se separan; estas divisiones se pueden seguir dividiendo (si el grosor lo permite) en un corte central y otra con carnaza. En pieles muy gruesas, la división central puede dividirse en varias capas hasta que el grosor no permita más divisiones. El mejor, y el serraje más resistente, suele estar hecho de las divisiones de la plena flor (cuyo grano ha sido eliminado completamente), o de la división del serraje afelpado que se ha rebajado hasta el grosor correcto. El serraje es afelpado por ambas caras, y los fabricantes utilizan una variedad de técnicas para hacer la parte afelpada en pieles plena flor. El serraje vuelto es una piel plena flor donde se ha designado que el exterior no sea visto, quedando en el interior del producto y dejando al exterior la parte afelpada, aunque no se considera una denominación del serraje. La denominación más acertada para referirnos en inglés al serraje es cow suede.
Shoe master carton El término shoe master cartonse utiliza para designar a la caja exterior del embalaje que usan las fábricas para mandar la mercancía. Generalmente suele ser una caja donde caben entre 10 y 12 cajas de zapatos, dependiendo del tamaño de la caja y del zapato. Dentro del shoe master carton, las cajas interiores están colocadas para que el operario del almacén pueda ver las etiquetas de los extremos de la caja de zapatos y saber la información sobre el tamaño y el color del modelo.
Sock allowance Consiste en agregar material extra en la base de la horma para hacer mayor hueco dentro del zapato terminado. Si se agrega demasiado, o poco, hará que el zapato terminado esté suelto o muy ajustado. Un sock allowancecorrecto es de 4 a 6mm.
Suela / Outsole or sole unit La suela es la pieza inferior del zapato que proporciona agarre y tracción. Generalmente está compuesta de goma, pero también pueden ser de espuma de alta densidad de PU, EVA, o cuero, como los zapatos de vestir de alta gama.
Suela cóncava, casco, o cupsole/ Cupsole or cupsole unit Tipo de suela que está fabricada en una sola pieza de goma. Se le llama suela cóncava, o casco porque la suela recoge la parte superior en la concavidad de goma. El cupsolepuede contener en su interior espuma de EVApara amortiguar y rellenar la retícula de la suela.
Super tuff/ Super tuff Super tuffes un material no tejido muy utilizado para reforzar toda clase de calzado. El super tuffse utiliza sobre todo en la zona de las carrilleras, y en los pinchazos o agujeros por donde pasan los cordones.
Superposición / Overlay Una pieza superior colocada sobre otra pieza inferior. Por ejemplo, el swooshdel logotipo de Nikees una pieza superpuesta.
Tacos / Lug Los tacos de la suela son pequeños bloques de goma que hacen un mejor agarre del piso.
Tallas de las muestras / Sample size La talla americana 9 para hombre, y 7 para mujer son las tallas más proporcionados, y las que mejor se ven en catálogos, presentaciones y publicidad. Estas dos tallas son también muy útiles a la hora de calcular los costes, ya que los tamaños más grandes consumirán más material, pero los tamaños más pequeños consumirán menos, con lo cual, se utilizan estas tallas intermedias.
Tensión del montado / Lasting pressure La tensión del montado se refiere a la cantidad de fuerza necesaria para estirar el corte a la forma de la horma. Demasiada tensión puede dañar, romper, o arrugar el corte. Por el contrario, poca presión hará que el corte esté mal formado, holgado, y con bolsas. Dependerá del patronista solucionar estos problemas, ya la tensión del montado dependerá según la calidad o el material que se utilice.
Tex
Texes el peso en gramos de 1.000 metros de hilo. Si 1.000 metros pesan 25 gramos, es tex25. Cuanto mayor es el número de tex, significa que más pesado es el hilo. Este tipo de medida se utiliza sobre todo en Europa y en Canadá. Un hilo de 44 tex es igual a 400D en medida denier.
Tope o punta fuerte / Toe puff El tope es el material de refuerzo interior que se emplea para amoldar y mantener la forma de la puntera del zapato. Los topes pueden ser termoplásticos, que se moldean fácilmente con calor; o pueden estar fabricados en piel o textil. Suelen venir en diferentes grosores, desde el más suave al más duro.
Trepa / Basic form Se utiliza para crear el diseño del corte. El diseñador pasa el dibujo hecho en la horma a papel.
Trepa o patrón en bruto / Shell pattern La trepa, también llamada patrón en bruto, es el patrón de calzado que cubre la superficie de la horma sin ningún detalle adicional. El diseñador podrá dibujar sobre la trepa.
Troquel / Die cutting La mayoría de las piezas de un zapato están cortadas mediante un troquel. El troquel es como un gran molde de galletas, pero con un borde de acero muy afilado. Cada pieza del zapato requiere su propio troquel.
Troquelado / Shoe parts cutting En inglés se conoce al proceso de cortado como clickerpor el sonido que hace la prensa hidráulica al cortar las piezas con el troquel. En castellano, el troquelado se refiere simplemente al corte de materiales de calzado. Existe un arte asociado al corte manual del cuero debido a la naturaleza de la piel.
Trubuck/ Tru-buck Leather El trubuckes una piel de serraje vacuno que ha sido cubierta con una fina capa de poliuretano; la capa superficial de PUestá ligeramente esmerilada para obtener un acabado suave y mate. El producto final es, generalmente, un producto con aspecto afelpado y color uniforme. El trubuckaun se clasifica como cuero para los aranceles de importación.
Unidad de Almacenamiento de Stocko SKU / SKU or Stock Keeping Unit Unidad de almacenamiento de stock, en inglés Stock Keeping Unit o SKU, se refiere a un modelo, estilo, variante de color, o tamaño único. Comúnmente utilizado para referirse a una variante de color única. Por ejemplo, si hay 2 modelos, cada uno con 5 variantes de color, en total habrá 10 SKUs.
Zapato con picados / Full-brogue shoe style El zapato con picados es un tipo de zapato decorado con un patrón perforado concreto en las piezas que componen el zapato; y en muchas ocasiones, se combina con una pala vega.
Zapatos tipo derby/ Derby style shoe El zapato derbyes un tipo de calzado muy utilizado en Europa; a menudo confeccionado con doble suela y doble pespunte.
If you want to start your own shoe brand and design and sell your own shoes, you need to think about many important details. I have listed some key points for you to consider when getting your footwear brands started.
Target Market:
What is the target market for your new shoe company? You will need to decide where your shoes will be sold; specialty shoe stores, discount shoe retailers, or will you sell directly to your end-user? The answer to this will help you decide how many shoes you will need to make to get started.
Target Customer:
Figure out who the end-user is for your shoes? Business executives? Punk rockers with tattoos? High school kids? Knowing your customer will help you set the price, look, and materials for your new shoe. What kind of shoe do you want to make? Casual, performance, fashion, or do you have a totally new idea?
Name Your Shoe Brand:
Based on your target customer it is time to select a name for your footwear brand and to legally set-up your shoe company. Contact your local city hall to register a Doing Business As (“DBA”) or Fictitious Name statement. Register your shoe company, get a vendor’s license, and a tax identification number. Don’t forget to check the names online for availability before you register them with the state. If you can’t get a website domain name that is close to your new shoes company’s name your customer may have a hard time finding you on the web!
Research and More Research:
Visit your target retailers and search online for the types of shoes your future competitors are selling and the prices they charge. Study the designs, logos, materials, and any other features these shoes have. Ask yourself, “What will make my shoe brand unique.” If you can’t answer this question, STOP. There are already thousands of shoe companies and the world does not need another “Me Too” brand!
Design your shoes:
Find a designer or design the shoes yourself. To design AND sell your own shoes is a big job, it’s okay to get help. Get your research and brand image down on paper. You will need clean shoe renderings that communicate your ideas. Don’t be afraid to hire this out. The world has many hired guns that can bring your ideas to life. Without great designs your new shoe company is going nowhere. Now, stand back, do these drawings say, “This what my new shoe company is about?”
Find a footwear sourcing agent or Shoe Factory:
This may be difficult! Search the web or ask me. There are many firms that can help you get started. Visit the major shoe trade shows where there is always an area set-up with factories looking for new customers. Also, the website http://www.alibaba.com/ is a gold mine for finding factories!
¿Cómo puedes saber si tus zapatillas Nike Air Max 90 son originales o falsas? Vamos a estudiar dos pares de la clásica Air Max 90. Un par de estas zapatillas es real y está hecha por Nike; la otra es una falsificación de las Nike Air Max 90, 100% falsas. ¿Cómo puedes detectar el modelo Air Max que no es original? ¿cuáles son algunas de las diferencias entre la zapatilla real, y la falsificación?
¿Cómo puedes saber si tus zapatillas Nike Air Max 90 son originales o falsas? Vamos a estudiar dos pares de la clásica Air Max 90. Un par de estas zapatillas es real y está hecha por Nike; la otra es una falsificación de las Nike Air Max 90, 100% falsas. ¿Cómo puedes detectar el modelo Air Max que no es original? ¿cuáles son algunas de las diferencias entre la zapatilla real, y la falsificación?
Echemos un vistazo a la falsificación de las Nike Air Max 90
# 1. Echa un vistazo a la parte inferior del zapato.
La suela, en el par rojo de Air Max 90 está hecha de goma, mientras que la suela azul está hecha de espuma de PU tintada. También se nota que la zapatilla azul es mucho más liviana que la zapatilla roja. Si miras de cerca, a la zapatilla azul le falta el logotipo de la marca Nike. Con lo cual, el modelo azul es la falsificación de las Nike Air Max 90.
# 2. Examina el logotipo de la lengüeta.
Nuestra zapatilla real tiene la etiqueta Nike + Swoosh cosida por los cuatro lados. El modelo falso tiene la etiqueta cosida desde el interior y volteada hacia arriba. En realidad, esta es una forma más estética de colocar la etiqueta de marca en la lengüeta, pero no es la construcción que se utiliza para las Nike originales. Echa un vistazo al logotipo, en la etiqueta real, la cola del swoosh del logo de Nike, se superpone y toca la letra “e” de Nike y la cabeza del swoosh casi toca la “n”. Si volvemos a mirar la etiqueta falsa, esta tiene el logotipo “Air” dos veces.
# 3. Echa un vistazo al logotipo del talón.
En nuestra falsificación de las Air Max 90, la costura de la pieza toca la letra “s” y la “r” del logotipo de Nike Air. Además, en la falsificación, al logotipo Air le falta la textura con las hendiduras moldeadas debajo de las letras; también hay que destacar que la parte superior del parche de las Nike originales tiene una curva bastante más pronunciada en el medio de la pieza.
Nuestra falsificación Nike tiene un logotipo en dos tonos, mientras que las Nike originales lo tiene en un solo color. Al tocar la pieza en la que está hecha el logotipo, en las Nike Air Max originales, este está hecho de un plástico rígido, ya que su ubicación en la zapatilla está justo encima de la suela. El logotipo falso está hecho de un material más suave, y se deforma al montarse la zapatilla. En el original podemos decir que está hecho por inyección de plástico, mientras que, en la falsificación, el logotipo es de un material de PVCsuave.
# 5. Echa un vistazo a la pintura que está alrededor de la cámara de aire en la parte de la plataforma.
Si bien la pintura original de Air Max no es perfecta, en la falsificación es un desastre y está tintado por fuera de las líneas.
# 6. Mira la plantilla anatómica.
Las zapatillas Nike originales tienen una plantilla de EVA moldeada por compresión, con un diseño 3D en la suela, y un logotipo impreso. Las Air Max 90 falsas tiene una lámina de espuma troquelada, muy barata.
Examinemos por dentro de las Nike Air Max 90 falsas
Algunos de vosotros os vais a sentir mal con este próximo paso, aquí es cuando sacamos los cuchillos y echamos un vistazo dentro de las dos Nike Air Max 90.
# 7. Vamos a echar un vistazo al interior de la lengüeta.
Dentro de las Nike originales, encontramos una capa extra de espuma que no encontramos en la falsificación.
# 8. Echemos un vistazo a los refuerzos que componen corte.
Las Nike auténticas tienen un material textil no tejido, denominado en inglés super tuff, que se encuentra bajo los pinchazos por donde pasan los cordones. La zapatilla Nike que no es original, no tiene ningún refuerzo de este tipo.
# 9. Vamos a comparar la construcción de la entresuela de las dos zapatillas.
La entresuela de las zapatillas originales está compuesta de una espuma de PU que es flexible y solida. En el modelo no original, se ve que está diseñado para ahorrar en material y está ensamblada con una plancha de PU rígida y barata que se dobla. Si echamos un vistazo a la base, la plantilla strobel de las Nike originales está bien adherido a la entresuela, mientras que la zapatilla falsa, apenas está pegado.
Las zapatillas Nike originales tienen una cámara de aire hecha con una capa muy fina de aire moldeado, con 3 celdas. En las Nike que no son originales, se puede ver una cámara de aire más gruesa y rígida; también podemos ver los diferentes colores de los materiales del airbag si comparamos los dos modelos. Nike usa una fórmula especial para ayudar a mantener el aire dentro (tiene un tinte amarillo), mientras que, en la copia, esta pieza está hecha de plástico PVC transparente.
# 11. Ahora, al retirar el forro, vemos todavía más diferencias entre la zapatilla original y el modelo falso.
Si bien, ambas zapatillas utilizan una base de cartón inyectada en plástico como contrafuerte en el talón, vemos la diferencia entre la copia, donde no se ajusta bien por el tamaño, y los bordes no han sido rebajados. También podemos mirar la chapuza que hay en la zona del tacón en la entresuela, un desastre.
# 12. Vamos a mirar la puntera por dentro de la zapatilla.
El modelo falso no ha sido confeccionado cuidadosamente, y la operación del deshormado ha dejado huella en el interior; fijaos en el espaciado de las puntadas strobel que sujetan la parte superior a la parte inferior. En la zapatilla original de Nike, estas puntadas están muchas más juntas, mientras que la copia tiene algunas puntadas sueltas, desiguales y están demasiado espaciadas.
Investiga por tu cuenta
En este caso, nuestra falsificación Nike Air Max 90 es realmente una zapatilla muy mal hecha, puedes ver que no solo hay errores en los detalles del propio diseño, sino que también vemos que la construcción interna es muy mala. Con lo cual, mientras que la zapatilla que no es original puede verse bastante bien en el exterior, el interior es un claro ejemplo de calzado de baja calidad.
Cuando compres zapatillas, especialmente los modelos más clásicos de Nike, investiga. Si el precio parece demasiado bueno para ser cierto, o si la tienda parece sospechosa, es posible que estés delante de falsificaciones.
Nike Air Jordan: falsificación vs. modelo original
Tenemos dos pares de Air Jordan 1 y vamos a echar un vistazo a los detalles que cuentan la gran historia de las falsificaciones de Nike. Estudiaremos el modelo Air Jordan original comprado directamente a Nike, y la zapatilla falsificada importada del sur de China. Aprenderás a decir si una zapatilla Nike es real o falsa.
Do you want to be a shoe designer or work for an outdoor products company? There is now a college program exclusively for outdoor gear design and development, including shoe design school courses.
The first hands-on college degree program in Outdoor Product Design and Development is deep into its third year at Utah State University in Logan, Utah. This one-of-a-kind program is training our future designers, techies, and gear-heads for successful careers in the outdoor industry. According to Chase Anderson, the Development officer at the university, “We already have students interning for Patagonia, Helly Hansen, Browning, Klim, Columbia Sportswear, Altra Footwear, and many others.”
Sneaker Factory.net is proud to donate our books How Shoes are Made, How to Start Your Own Shoe Companyand the Shoe Material Design Guideto be a part of the school’s design library. We hope the shoe design students and professors will find our books a valuable resource. Let us know if could use our materials for your shoe design classes.
Today we are taking a break from shoe design. We are going to look at some sneaker restoration tips and tricks. The crew here at the Sneaker Factory is always looking out for collectable shoes. While we don’t have any rare OG Nikes, we do keep our eyes open for collecting and restoration opportunities.
In the workshop, we have a pair of Nike KD VI Kevin Durant’s from 2013. Normally we would be cutting into these to show you the Nike Zoom air midsole and laminated fly knit reinforcements, but these are looking more like a diamond in the rough, ready for a good clean, and a quick flip. We picked these up for $10.00 at the Alpine Village swap meet in Torrance, California. Let’s see if we can restore these into sellable kicks.
Sneaker Restoration: Is the shoe worthy?
Here are some questions to consider. Is the shoe worth any restoration effort? Is the shoe valuable as a collector’s item for reselling? Is the shoe valuable to you because you like it? In this case, we know the Nike KD VI is worth $50.00 at the most if it’s in good condition. Not big bucks but why not give it a roll as a basic sneaker restoration project.
Sneaker Restoration Step One: Assessment
This pair of Nikes is pretty dirty, but besides the dirt, we can see the shoe is in nearly new condition. The bottom sole unit is showing minimal wear. Just a tiny amount of wear on the heel. Rubber outsoles are difficult to “rebuild” unless you plan to replace them. Sneaker sole replacement is major surgery and not worth the effort for most shoes.
The upper material of this KD VI Orange is made of PU and welded TPU. If the surface is not scratched up the dirt should come right off. For fabric and leather uppers you will need to study the shoe. Stains, cuts, and tears can be difficult to restore.
Linings can be soiled and pilled; these problems are not difficult to repair. Torn linings will be a problem requiring surgery. Our shoe is dirty with some pilling, not bad.
Shoelaces? Unless they are a custom pattern, you may toss them if they are worn or don’t come clean. Pick up a fresh pair for a few dollars.
Sneaker Restoration Step Two: Cleaning
Our Kevin Durant’s are made of PU and welded TPU. They don’t have any leather so they can go right into the sink for a hot, soapy scrub. A stiff bristle brush, green scrubbing pad, and a nail to clean rocks out of the tread is all you will need. Question: Can you put the shoes in a cloths washing machine? Yes! But remove the laces, so they don’t tangle. If the shoes have any real leather or suede, then you should NOT use the washing machine.
Remove the laces and put them in a bowl of hot water and soap. Give the shoes a good scrub. I like to work on one side at a time, so I can compare the results. If the shoes are made of suede leather, go easy on the water but do your best to brush out the dirt. Take your time getting the shoes clean; you cannot restore a dirty shoe!
Shoe restoration starts with a good cleaning
Before you restore a shoe clean the uppers and outsoles
Restore with hot soapy water
Clean the outsole bottom
Sneaker Restoration Step Two: Drying and reshaping
Once you have cleaned the shoes, you need to dry them and reset the shape. I like to use some clean dish towels. The towels will do two things; absorb water and help fix the shape as the shoes dry. Work the towels down into the toe area, not too much pressure, just get the shape right. I use a fan to dry the shoes, no heat. After an hour replace the towels with dry ones. Leave the shoes overnight with a fan blowing right on them, and they should be dry inside and out by morning.
Sneaker Restoration Step Three: Finishing
In this case; we don’t need to do any painting, we will cover that later. Our KD’s have two very typical problems. The airbags are a little cloudy, and the EVA midsoles have some wrinkles. First, we will tackle the airbags. Try using a hair dryer, get close to the airbag and work the dryer left to right. Not too close! You don’t want to melt the plastic. Make a few passes to see if the clarity improves. I also like to use a little RainX™ or auto headlight defogger. Give the surface a good polish; this will improve the surface. In this case, we improved the airbags but not 100%. Keep the hair dryer close by; you will need it to restore the midsole.
For a midsole with compression wrinkles, the hair dryer is an excellent tool to improve the finish. Like you did with the airbag, get close and work the dryer over the wrinkles. The heat softens the EVA plastic and re-expands the collapsed air bubbles in the foam structure. You will see the results in just a few minutes.
Take a minute to remove any sock lint from inside the heel lining. To remove these little balls use a disposable razor, lint remover, or tiny hair trimmers. (You can find small trimmers at CVS™- they work like a champ!)
Remove wrinkles with a blow dryer
Remove wrinkles with a blow dryer
Remove airbag fog with a blow dryer
Remove wrinkles with a blow dryer
Remove lint from the heel lining
Polish the airbag window
Polish the airbag window
Polish the airbag window
Sneaker Restoration Step Four: Presentation
If you plan to sell your restored shoes, take some time to re-lace them carefully. Make sure the laces are flat, smooth, clean, even, and don’t twist. Shoelace fuzz and any loose threads can be removed with the small flame of a lighter. Next, get a clean, white sheet of paper to use as a base and shoot your photos outdoors.
There are many types of foam used to make shoes. We are going to review the foam found in the uppers and outsoles of shoes.
First, what is foam? Foam is a soft plastic that is filled with air bubbles. The properties of different foams are created by using different types of plastic, controlling the size, and controlling the character of the air bubbles.
Generally, foam is divided into two types; “Open Cell” and “Closed Cell” foam. Each foam’s density, compression set, resistance, and breathability are important attributes to understand when selecting foam for your shoes.
Density and Compression Set
Density or Durometer is simply how firm or stiff the foam is. For EVA foam, a density of 25″C” is okay for upper padding but way too soft for the midsole.
Compression set resistance is simply the foam’s ability to bounce back after it’s compressed. A foam with a poor compression set will be crushed flat after just a few days.
Open Cell Foam:
Open cell foam is exactly what it sounds like! The plastic compound that makes up the foam cells is open, so air and water are free to enter and exit the foam just like a sponge.
Open cell foam is generally soft and can be made from Polyurethane plastic. This type of foam is commonly known as “KF” or “KFF” foam. This foam is available in different densities and in almost any thickness and color. This foam is used in the tongues and collars of shoes. Thin sheets of PU foam are used to back fabric in most shoe uppers. The PU foam allows the stitches to sink in and gives mesh some extra support while reducing wrinkles.
Reticulated foam for shoes
Closed Cell Foam:
Closed cell foam is exactly that; the individual cells are closed or sealed, not allowing the foam’s internal gas to escape.
Closed cell foam is generally denser than open cell foam. The stretchability and hardness of the plastic material, combined with the size of the cells, determines the density of the foam. Midsoles of shoes are all made from closed cell foam. (midsole foam is covered further in our article Outsole Design.) The most common closed cell foams include EVA (ethyl vinyl acetate), PE (Polyethylene), SBR (Styrene butadiene rubber), PU (Polyurethane), Latex, and Neoprene. Each has its own useful properties and will be explained below. EVA foam is used for backing mesh materials. A 2mm sheet of EVA will make the fabric waterproof. Neoprene and SBR are used when elastic properties are required. Latex is common for collar linings. PE foam is very light, but not so durable, so its use is limited.
How to Pick Shoe Materials
Start with In-depth reviews of material types available in modern shoemaking. Learn the Technical details of shoe material specification. 195 pages or 300 color photos.
Learn more
on sale $39.99
How to Measure Foam Density:
Measuring the density of very soft foams can be difficult. For soft foam, the density is measured in Lbs Per square foot. Very soft open cell foam is 1.2 Lbs per Sq. Foot. For denser foam, a Durometer tester is needed.
An Asker “C” scale Durometer tester is used to test the hardness of any foam components in your shoe. The Durometer tester will give you a reading of the density of the material. Try to test in flat spots and take several readings for each shoe part you are checking. For foam, try to cut the parts so you can test the center of the foam. EVA foam skin may give you a harder reading. A standard EVA midsole may be 55˚, a soft footbed 35˚. You can see the testing problem on the bottom is larger for softer foam.
When testing the hardness of rubber and plastic shoe parts you need a Shore scale “A” Durometer tester. The Durometer tester’s bottom measuring pin is simply pressed against the material. The Durometer tester will give you a reading of the density of the material. Try to test in flat spots and take several readings for each shoe part you are checking. You can see the testing problem is very small.
EVA (ethyl vinyl acetate): The most common midsole material for sports shoes. EVA is lightweight, durable, easy to form, and resists compression set. EVA can be hot pressed, cold pressed, die cut, injected, and machined to make midsoles or inserts. Available in a wide range of densities and formulations, EVA can be soft and flexible or rock hard and stiff and be made in almost any color. It can be found in all different styles of shoes. EVA is also used to make footbeds, padded Stroble socks, and is often laminated as a fabric backing.
Closed cell PU (Polyurethane): Also a common foam for shoes. PU foam is “blown” into molds. The liquid compound expands and foam air cells fill the molds. PU foams are used to make durable midsoles for hiking boots and can be made into entire sole units, tread, and midsole all in one. Many women’s fashion shoe high heel outsoles are made from high-density PU. Very soft PU is used for footbeds due to its resistance to compression set.
PE (Polyethylene): Expanded into sheets, PE foam is easily die cut and laminated. Parts are then pressed into shape for internal pads and tongues. Due to its weakness in compression set, PE foam is not used underfoot, but PE foam is closed cell and waterproof.
Other common foams for shoes:
SBR (Styrene butadiene rubber): A very soft foam, often laminated between two layers of fabric. SBR is closed cell and is used to make parts waterproof. SBR foam is often used as a lightweight replacement for Neoprene rubber but is not as stretchable.
Open Cell PU (Polyurethane): This may be the most common foam used in sports shoe footwear construction. This PU foam is open cell so you must be careful that it does not absorb the glue. Thin layers of PU are laminated to fabric to provide backing substance. PU foam is also used to make tongue foam and collar foam. Due to its softness, open-cell PU foam cannot be used underfoot.
Latex Rubber foam: Latex foam is easily formed into complex shapes in open-top molds. Latex is used for upper padding but not as a midsole material. High-density latex foam sheets are often used to make die cut footbeds.

 Warning: After you learn the skills of footwear quality control you will never look at shoes the same way again. Shoe quality inspection is a critical skill for a shoemaker to master, as footwear construction quality is a very important feature of any shoe you may make, buy, or sell. In this article, you will learn the basic process of footwear quality control in the shoemaking industry
Warning: After you learn the skills of footwear quality control you will never look at shoes the same way again. Shoe quality inspection is a critical skill for a shoemaker to master, as footwear construction quality is a very important feature of any shoe you may make, buy, or sell. In this article, you will learn the basic process of footwear quality control in the shoemaking industry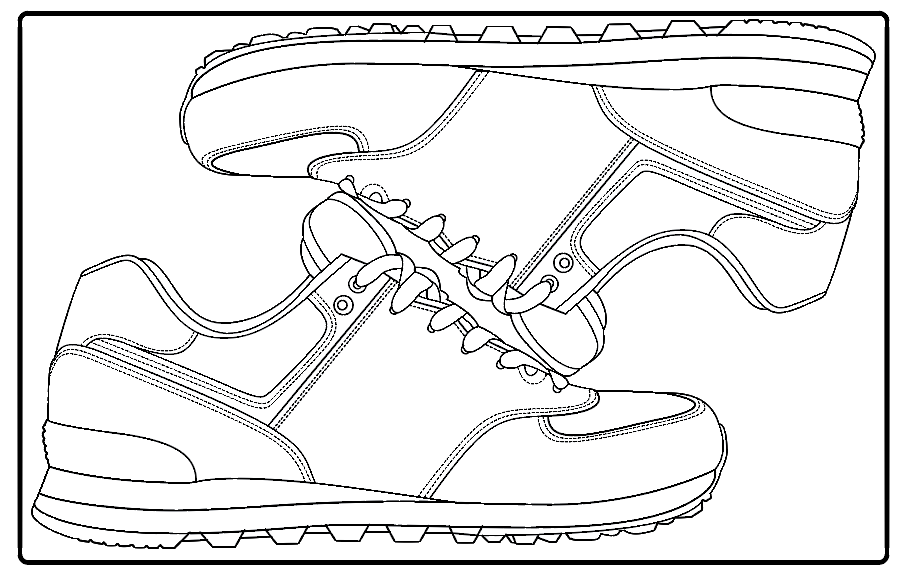 The first step of your shoe quality inspections will be to review the shoe packaging. Is the shoe in the correct inner box for its model? Is the box presentable? You should inspect the box to ensure it is not damaged or dirty. Is the box the correct size? The shoe should not be crushed inside a small box. Confirm the information on the box end label matches the shoe Color/Model/Size. Check any hangtags to make sure they are correct for the shoe.
The first step of your shoe quality inspections will be to review the shoe packaging. Is the shoe in the correct inner box for its model? Is the box presentable? You should inspect the box to ensure it is not damaged or dirty. Is the box the correct size? The shoe should not be crushed inside a small box. Confirm the information on the box end label matches the shoe Color/Model/Size. Check any hangtags to make sure they are correct for the shoe. Remove the shoes from the packing box.
Remove the shoes from the packing box.

 Quality Problems from “How Shoes are Made”
Quality Problems from “How Shoes are Made”




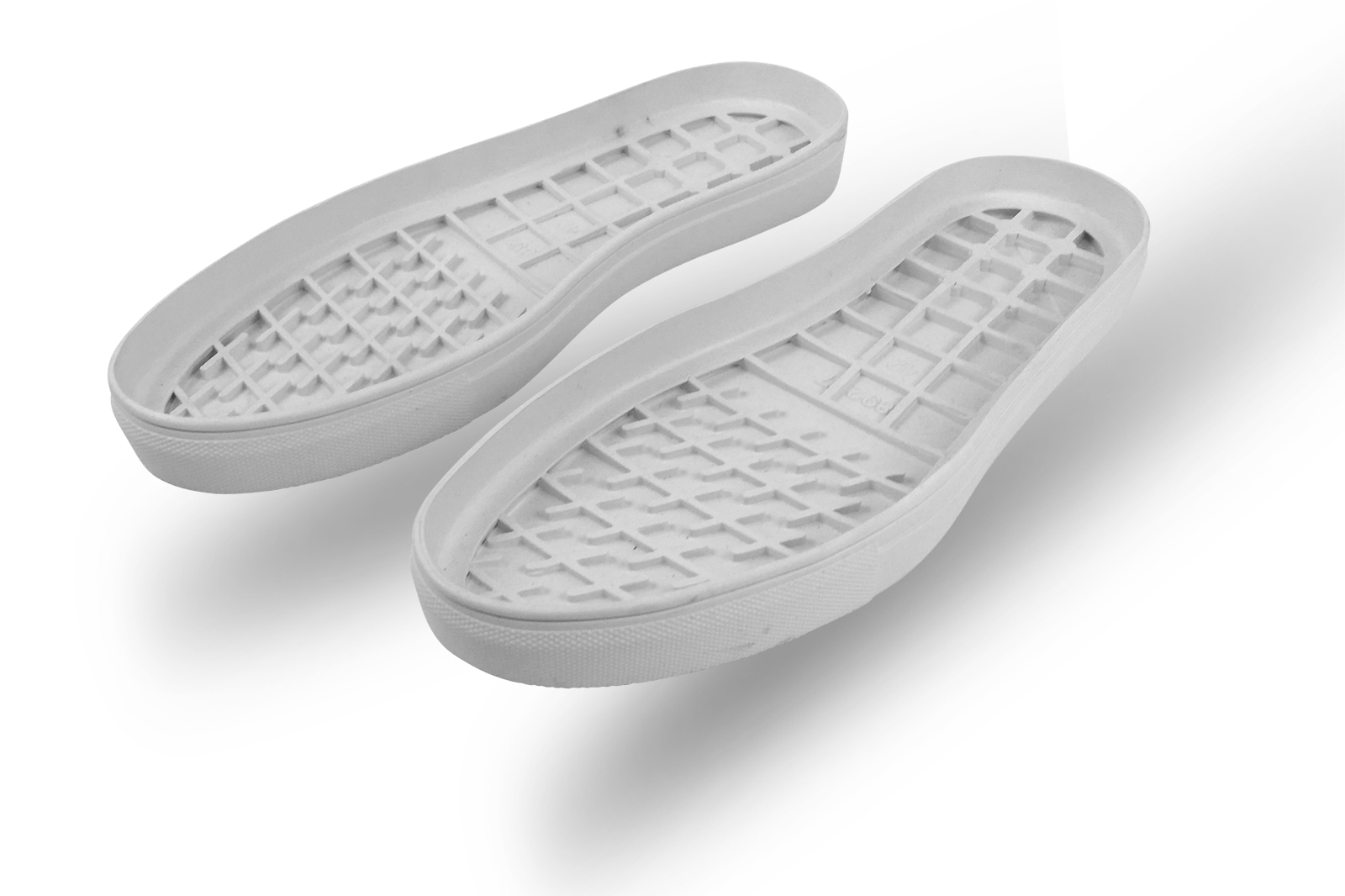

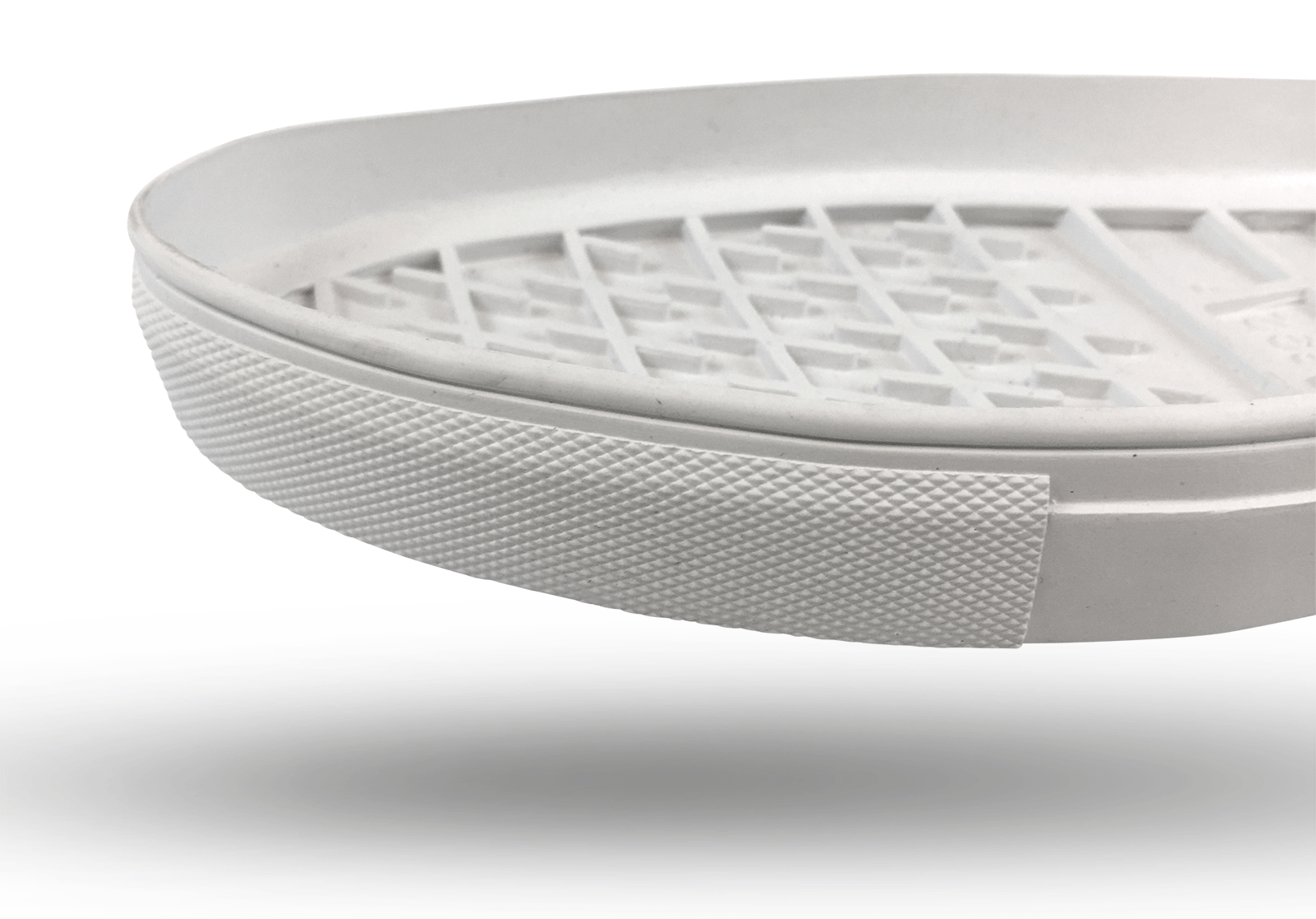


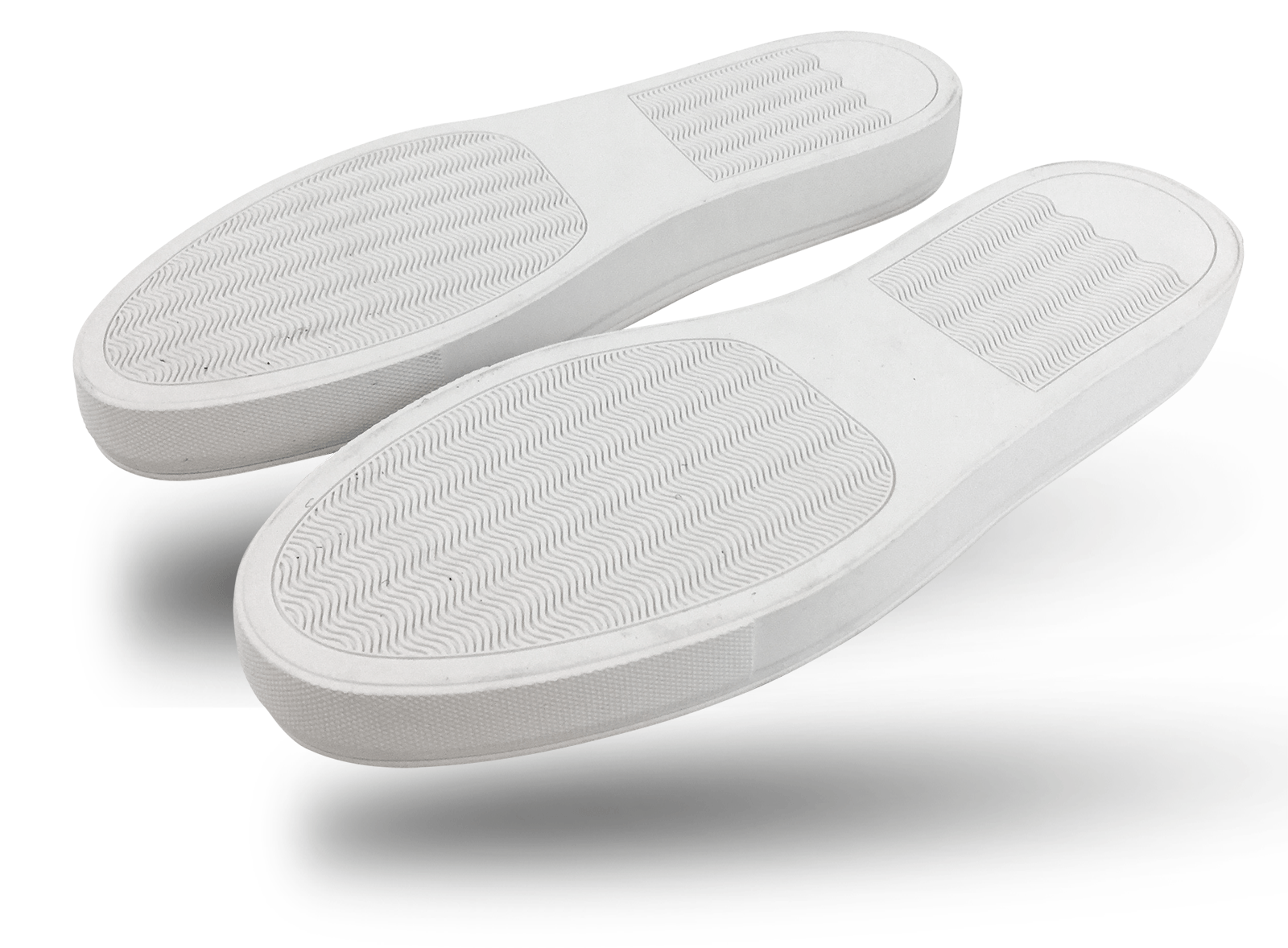


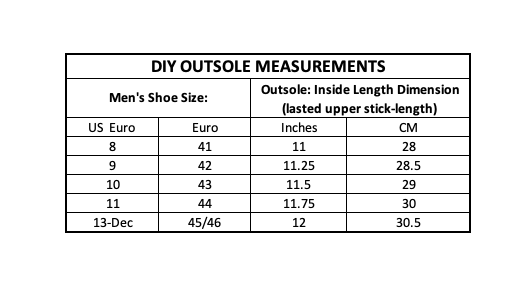



























 Do you want to be a shoe designer or work for an outdoor products company? There is now a college program exclusively for outdoor gear design and development, including shoe design school courses.
Do you want to be a shoe designer or work for an outdoor products company? There is now a college program exclusively for outdoor gear design and development, including shoe design school courses.

 Sneaker Restoration : The Nike KD 6
Sneaker Restoration : The Nike KD 6 In the workshop, we have a pair of Nike KD VI Kevin Durant’s from 2013. Normally we would be cutting into these to show you the Nike Zoom air midsole and laminated fly knit reinforcements, but these are looking more like a diamond in the rough, ready for a good clean, and a quick flip. We picked these up for $10.00 at the Alpine Village swap meet in Torrance, California. Let’s see if we can restore these into sellable kicks.
In the workshop, we have a pair of Nike KD VI Kevin Durant’s from 2013. Normally we would be cutting into these to show you the Nike Zoom air midsole and laminated fly knit reinforcements, but these are looking more like a diamond in the rough, ready for a good clean, and a quick flip. We picked these up for $10.00 at the Alpine Village swap meet in Torrance, California. Let’s see if we can restore these into sellable kicks. Here are some questions to consider. Is the shoe worth any restoration effort? Is the shoe valuable as a collector’s item for reselling? Is the shoe valuable to you because you like it? In this case, we know the Nike KD VI is worth $50.00 at the most if it’s in good condition. Not big bucks but why not give it a roll as a basic sneaker restoration project.
Here are some questions to consider. Is the shoe worth any restoration effort? Is the shoe valuable as a collector’s item for reselling? Is the shoe valuable to you because you like it? In this case, we know the Nike KD VI is worth $50.00 at the most if it’s in good condition. Not big bucks but why not give it a roll as a basic sneaker restoration project. This pair of Nikes is pretty dirty, but besides the dirt, we can see the shoe is in nearly new condition. The bottom sole unit is showing minimal wear. Just a tiny amount of wear on the heel. Rubber outsoles are difficult to “rebuild” unless you plan to replace them. Sneaker sole replacement is major surgery and not worth the effort for most shoes.
This pair of Nikes is pretty dirty, but besides the dirt, we can see the shoe is in nearly new condition. The bottom sole unit is showing minimal wear. Just a tiny amount of wear on the heel. Rubber outsoles are difficult to “rebuild” unless you plan to replace them. Sneaker sole replacement is major surgery and not worth the effort for most shoes.





















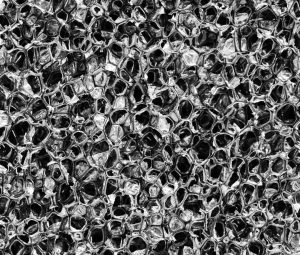 Reticulated foam for shoes
Reticulated foam for shoes
 An Asker “C” scale Durometer tester is used to test the hardness of any foam components in your shoe. The Durometer tester will give you a reading of the density of the material. Try to test in flat spots and take several readings for each shoe part you are checking. For foam, try to cut the parts so you can test the center of the foam. EVA foam skin may give you a harder reading. A standard EVA midsole may be 55˚, a soft footbed 35˚. You can see the testing problem on the bottom is larger for softer foam.
An Asker “C” scale Durometer tester is used to test the hardness of any foam components in your shoe. The Durometer tester will give you a reading of the density of the material. Try to test in flat spots and take several readings for each shoe part you are checking. For foam, try to cut the parts so you can test the center of the foam. EVA foam skin may give you a harder reading. A standard EVA midsole may be 55˚, a soft footbed 35˚. You can see the testing problem on the bottom is larger for softer foam. When testing the hardness of rubber and plastic shoe parts you need a Shore scale “A” Durometer tester. The Durometer tester’s bottom measuring pin is simply pressed against the material. The Durometer tester will give you a reading of the density of the material. Try to test in flat spots and take several readings for each shoe part you are checking. You can see the testing problem is very small.
When testing the hardness of rubber and plastic shoe parts you need a Shore scale “A” Durometer tester. The Durometer tester’s bottom measuring pin is simply pressed against the material. The Durometer tester will give you a reading of the density of the material. Try to test in flat spots and take several readings for each shoe part you are checking. You can see the testing problem is very small.